")
powiedzcie mi jak to jest z tymi mnogimi osiami.
G0 X Y Z rozumiem jak działa
ale gdy osi jest więcej:
G0 X Y Z A
G0 X Y Z A B...
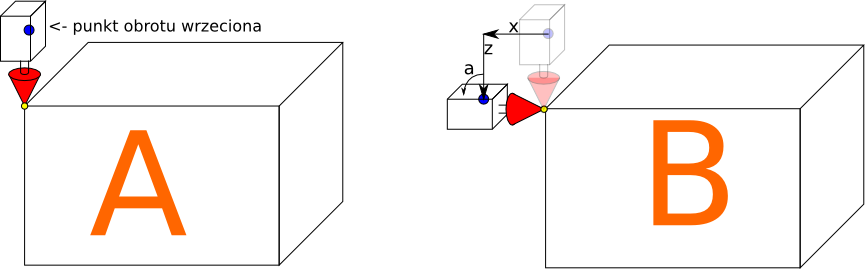
widywałem plotery w których wrzeciono się ustawiało pod kątem
widziałem też takie gdzie stół się bujał
i pewnie są też inne możliwości, które akurat teraz nie przychodzą mi do głowy
więc jak to jest z tym GCODE, czy on opisuje tylko gdzie trzeba z frezem jechać i jak go pochylić,
czy może opisuje w jakim punkcie i pod jakim kątem względem obrabianego materiału się ustawić-a wtedy to już jest inwencja twórcza programu sterującego, tak wykorzystać ploter żeby ustawić frez w tym miejscu, zamiast bezmyślnie dodać/zabrać tyle kroków ile wynika z tej linijki g-kodu
piszę właśnie sterowniczek na własny użytek
pozdrawiam



")