...
G0 X-9 Y-9
Z-20
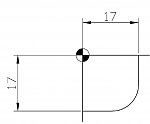
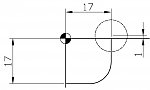
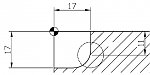
G1 G41 D1 Y-17 F65
X17
G40 Y1
G0 Z200
....
i szkic do tego.
[ Dodano: 2013-05-02, 11:18 ]
I pytanie czy po wykonaniu bloku G40 Y1 narzędzie będzie w położeniu jak na szkicu 1 czy jak na szkicu 2?
Szkic 1
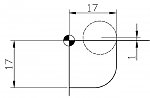
szkic 2
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")

")







