



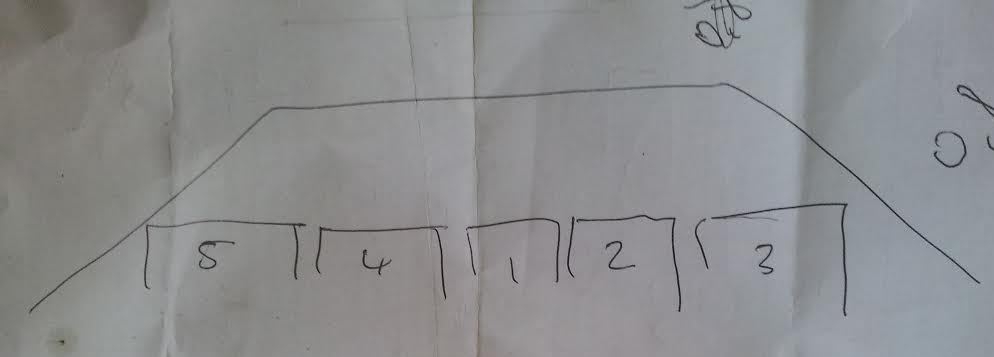
jak zaprogramowac to podciecie?


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 8471
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Jak na razie szału nie ma.solaris pisze:czy tak bedzie ok?
G00 X73. Z-9.
G72 W1.5 R0.5
G72 P1 Q2 W0.05 U0.05 F0.15
N1 G00 Z-16.
G01 X75.25
X79. Z-15.
Z-10.
N2 X75.25 Z-9
G70 P1 2Q F0.1
Czy taki program wykona to?
[ Dodano: 2015-10-24, 22:14 ]
musze uzyc narzedzia do rowkowania bo inaczej szef sie wkurzy. Program kombinuje swoj inny niz szef zaproponowal.
http://zapodaj.net/b1dc42880a09b.jpg.html
..... , ale czekam jak wrzucisz jeszcze wypociny Twojego szefa.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
solaris
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 8
- Posty: 40
- Rejestracja: 09 kwie 2014, 21:11
- Lokalizacja: uk
szerokosc noza 3 mm
ja dopiero zaczynam przygode z CNC i wielu rzeczy nie wiem
dobrze sobie radze z gwintami a gorzej mi idzie z wymyslnymi podcieciami
[ Dodano: 2015-10-25, 15:18 ]
tu gdzie pracuje mamy juz gotowe programy a jak nie to musze sam cos napisac. Kazdy tu jest programista ustawiaczem i operatorem w jednej osobie. Ja robie najprostrze rzeczy.
ja dopiero zaczynam przygode z CNC i wielu rzeczy nie wiem
dobrze sobie radze z gwintami a gorzej mi idzie z wymyslnymi podcieciami
[ Dodano: 2015-10-25, 15:18 ]
tu gdzie pracuje mamy juz gotowe programy a jak nie to musze sam cos napisac. Kazdy tu jest programista ustawiaczem i operatorem w jednej osobie. Ja robie najprostrze rzeczy.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 8471
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
... znamy.jasiu... pisze:Nie znamy szerokości noża, ale to może być np. 2 mm, a więc na 10 milimetrowe wybranie będzie 5 ruchów. Szef prawdopodobnie, jak niektórzy, jest przyzwyczajony do tego, że takie duperele pisze się z łapy bezpośrednio i dlatego tak narysował.WZÓR pisze:ja zrobiłbym ich mniej.
...wiem ze musze uzyc narzedzie do rowkowania, mam takie o szerokosci 3mm ...
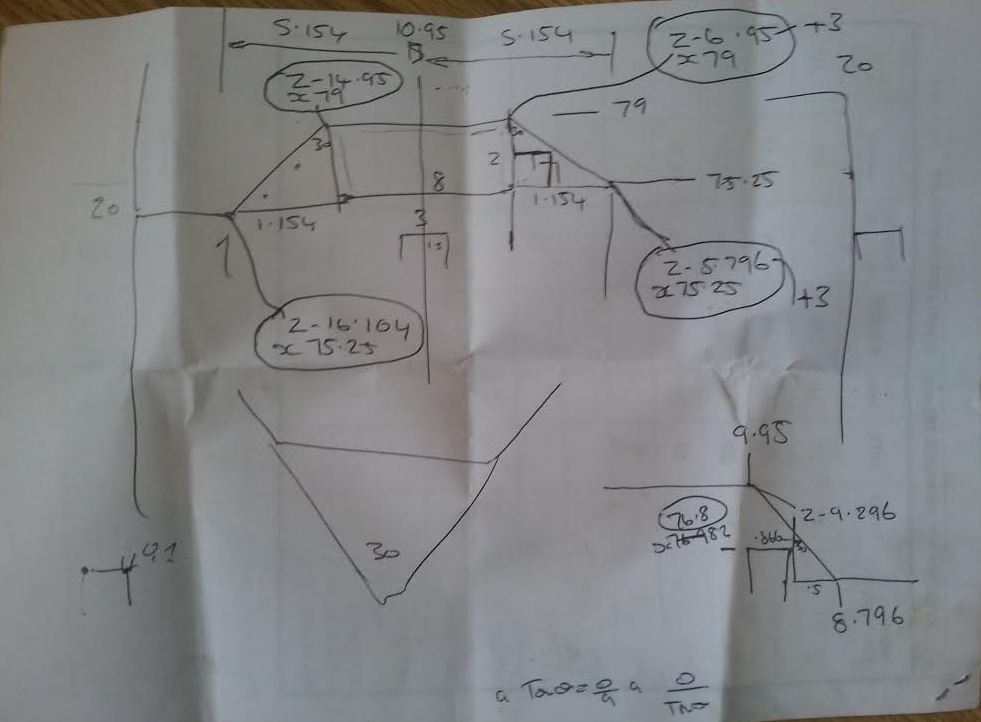
@solaris - trzeba to zrobić tak jak @jasiu... podpowiedział;
...ale w programie uwzględnić 2 krawędzie tnące. D1 do wewnętrznego kąta 30 stopni i D2 do wykonania kąta od strony imaka. ...
Kod: Zaznacz cały
%
O55555
G28 U0
G54
T0101
G50 S960
G96 S120 M4
G00 Z10.
X73.
Z-7.
G01 X78.7 F0.04
G00 X73.
Z-10.
G01 X78.7 F0.04
G00 X73.
T0110
G00 Z-15.
G01 X78.7 F0.04
G00 X73.
Z-12.
G01 X78.7 F0.04
G00 X73.
Z-16.154
G01 X75. Z-16.154 F0.04
X79. Z-15.
Z-12.
G00 X73.
T0101
G00 Z-5.845
G01 X75. Z-5.845 F0.04
X79. Z-7.
Z-10.
G00 X73.
Z10.
G28 U0
M30
%
p.s.
Program bez G41 / G42 .... , ale mam nadzieję , że Twój szef nie zauważy.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki







{kind=link}
{kind=link}