



Witam Państwa.
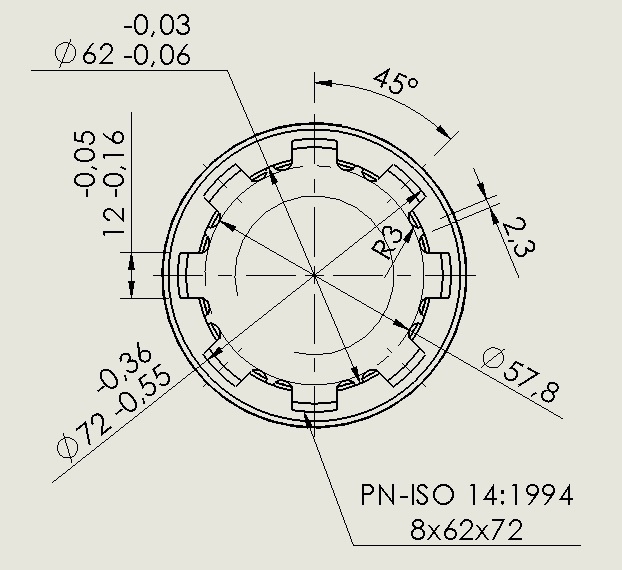
Mam pytanie - próbował ktoś, albo potrafi określić słuszność pomysłu frezowania wielowypustu równoległego 8x62x72 wg PN-ISO 14:1994 frezami kulowymi? Wielowypust jest osadzany na średnicy wewnętrznej d i chciałbym to uzyskać przez wierszowanie.
Dotychczas robiłem to na centrum obróbczym z podzielnicą przy użyciu frezów tarczowych, ale chciałbym zaoszczędzić czasu na ich ostrzeniu, a produkuję wielowypusty jednostkowo - każdy inny.
Frezowanie wielowypustu równoległego frezami kulowymi.
-
MłodyMajster
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 6
- Rejestracja: 14 lut 2017, 15:32
- Lokalizacja: XxX



-
MłodyMajster
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 6
- Rejestracja: 14 lut 2017, 15:32
- Lokalizacja: XxX
-
capt.d.
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 421
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Aloha .
.
Pozdrawiam
Jak frezy z gliny/plasteliny to z pewnościąSteryd pisze:co drugi rowek będziesz musiał nowy frez założyć
Tarczowe na płytki i frezy VHM pozwolą na większe Vc i większy FZ. Finalnie może być szybciej.Steryd pisze:Przecież to jest x razy więcej przejść, dodatkowo małe promienie i znacznie mniej ostrzy, więc gdzie tu logika?
Pozdrawiam
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
chyba wiem, o co chodzi.
Superkonstruktor, żeby uniknąć działania karbu wymyślił sobie dno z promykami R3.
Jeśli tak musi być, to zrób to frezem tarczowym, zaokrąglonym na R3, ewentualnie R2.5, pozostawiając na bokach wypustu naddatek (dyszka wystarczy) na wykonanie pasowania.
A na gotowo, każdy wypust o szer. 12, możesz robić palcową szóstką, z zakończeniem kulistym, z tym że bez wierszowania. Zbierasz naddatek na jedno przejście, żeby uzyskać tolerancję. Bo pole tolerancji masz naprawdę spore (-0.05 do -0.16), to wyjdzie.
Na koniec prostym palcowym Φ62. Tam masz trzy setki tolerancji, ale uwierz mi, nikt nie zauważy, że pomiędzy promykami R3 jest prosta od freza, zamiast promienia. Na takim łuczku, jaki tam pozostaje, to nie jest praktycznie do zauważenia.
Superkonstruktor, żeby uniknąć działania karbu wymyślił sobie dno z promykami R3.
Jeśli tak musi być, to zrób to frezem tarczowym, zaokrąglonym na R3, ewentualnie R2.5, pozostawiając na bokach wypustu naddatek (dyszka wystarczy) na wykonanie pasowania.
A na gotowo, każdy wypust o szer. 12, możesz robić palcową szóstką, z zakończeniem kulistym, z tym że bez wierszowania. Zbierasz naddatek na jedno przejście, żeby uzyskać tolerancję. Bo pole tolerancji masz naprawdę spore (-0.05 do -0.16), to wyjdzie.
Na koniec prostym palcowym Φ62. Tam masz trzy setki tolerancji, ale uwierz mi, nikt nie zauważy, że pomiędzy promykami R3 jest prosta od freza, zamiast promienia. Na takim łuczku, jaki tam pozostaje, to nie jest praktycznie do zauważenia.






