



")
Nie wiem czy to zła geometria maszyny czy źle ustawione wrzeciono w osi.
Użyłem frez 6mm carbide pokryte altin.
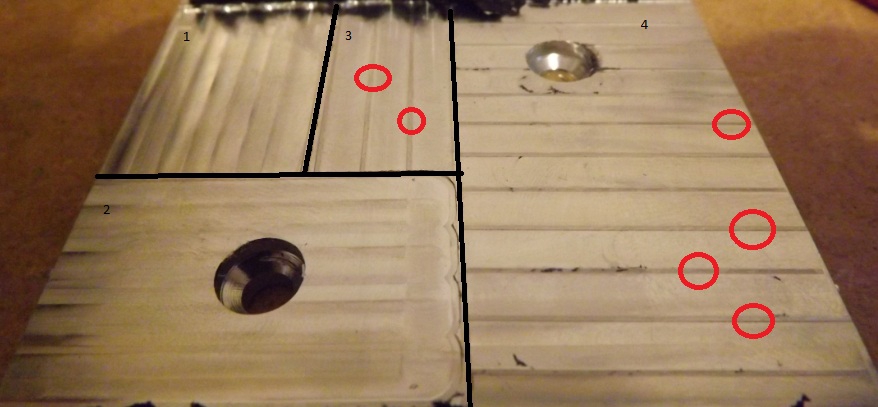
Jak na zdieciu Powierzchnie:
1 - gładka (przejazdy co 3mm w osi Y)
2 - gładka (przejazdy co 3mm w osi X)
3 - wyczuwalne progi pod paznokciem (przejazdy co 5mm w osi Y)
4 - progi (przejazdy co 5mm w osi X)
Dlaczego kiedy przejade co połowę średnicy frezu powierzchnia jest ok a jak 5 lub 6mm to pojawiają się progi??



")
")






