




")
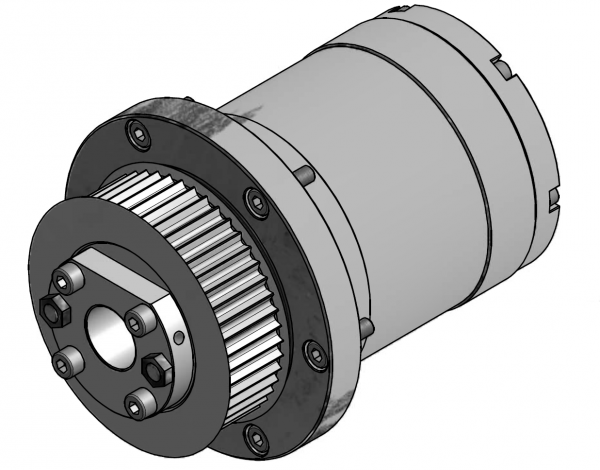
Mam pewien problem związany ze smarowaniem nakrętki REXROTH d32x10 zabudowanej w układzie "napędzanej nakrętki", jak na rys poniżej.
Według katalogu smarowanie powinno odbywać się co 10km drogi przebytej przez nakrętkę.
Przejazd 10km zajmuje maszynie zaledwie 3,5 doby. Obsługa smarowania układu ma odbywać się nie częściej niż 1 raz w miesiącu, więc muszę zastosować układ automatycznego smarowania.
Problemem jest sposób doprowadzenia smaru lub oleju do kalamitki, która wiruje podczas pracy.
Myślę nad zbudowaniem jakiegoś złącza obrotowego, którego zewnętrzny pierścień jest nieruchomy, a wewnętrzny, doprowadzający smar do otworu w nakrętce kulowej z której usunięto kalamitkę, obraca się wraz z kołem i nakrętką. Dodatkowym ograniczeniem jest niewiele miejsca - zaledwie 5-6mm od śrub mocujących nakrętkę do powierzchni profila, do którego dojeżdża nakrętka.
Czy ktoś z Kolegów miał z podobnym problemem do czynienia i udało mu się go w jakiś sensowny sposób rozwiązać????
Nakrętka pracuje w pionie......
[ Dodano: 2013-11-26, 15:04 ]


")








