 .
.Pisałem to na podstawie manuala,
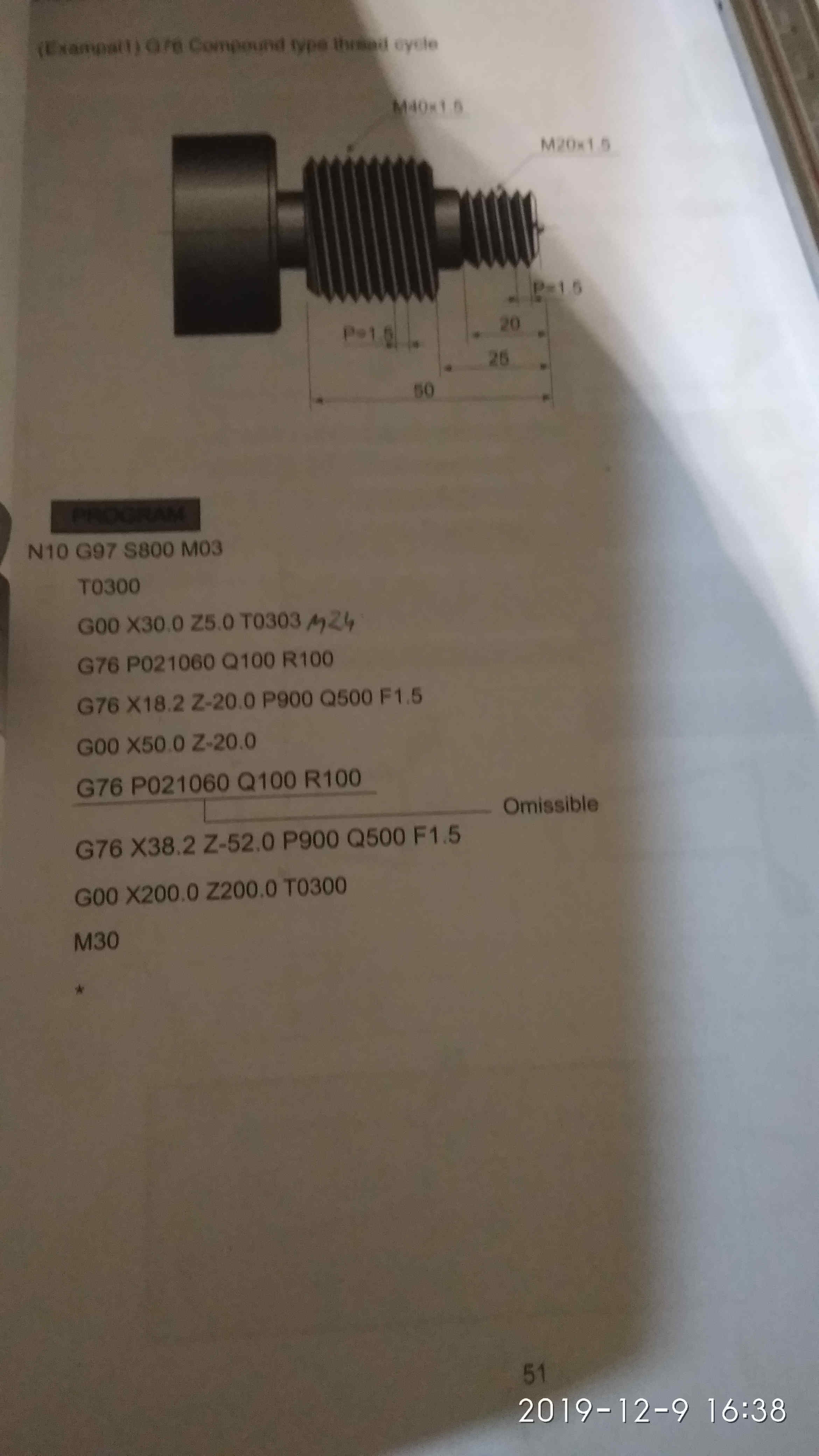
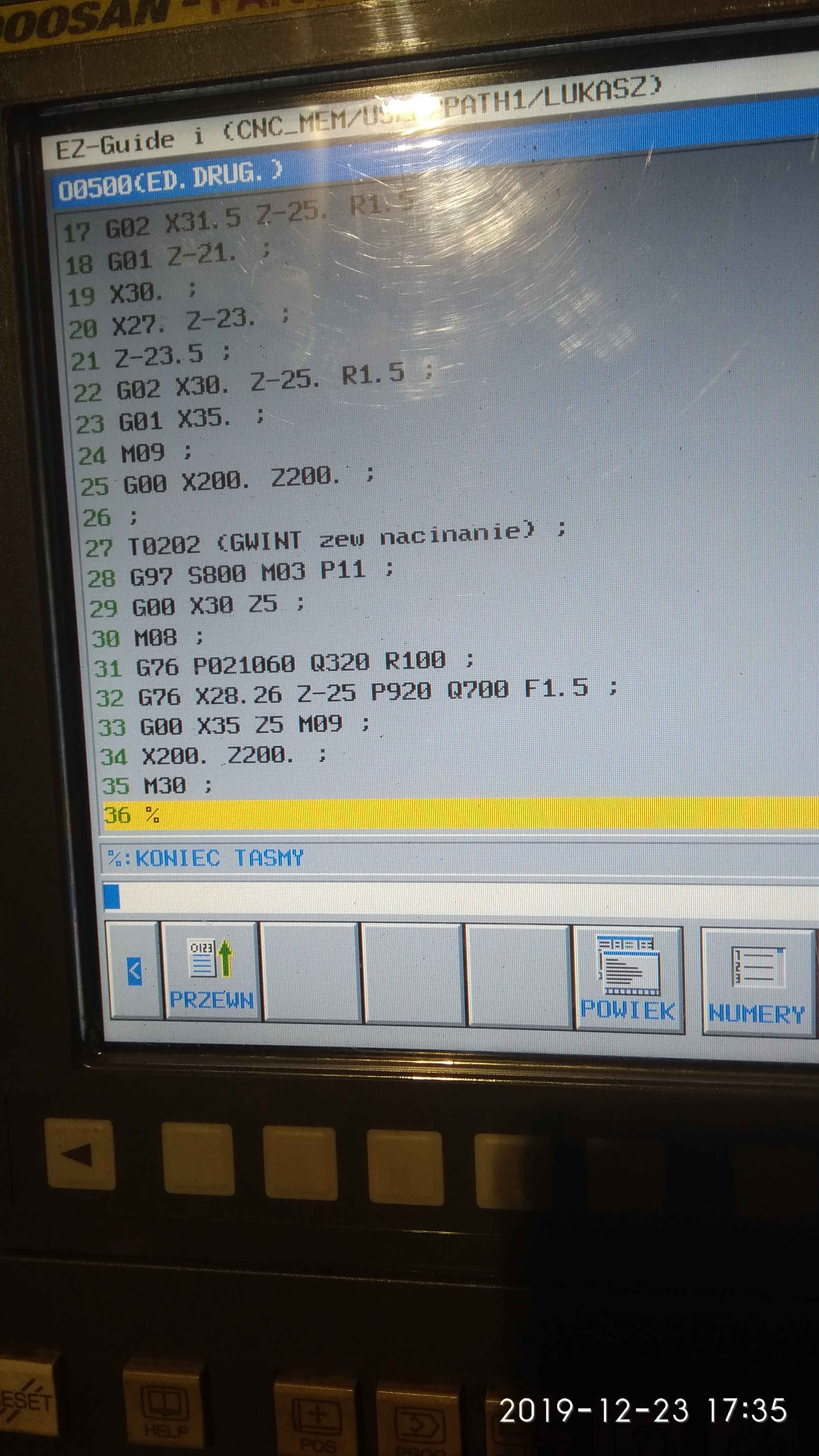
chociaż jak przepisałem go na żywca to dalej jest to samo. Próbowałem z różnymi wartościami i nic nie przynosi efektu. Ktoś może ma jakiś pomysł jak to rozwikłać?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




coś jest nie tak
") .
. 

")

")
Na tej maszynie operacje zmiennoprzecinkowe są wyłączone więc nie, nie są potrzebne- 1 jest traktowany jak 1mm a nie 0,01
Zwykły, na stożek przyjdzie jeszcze czas
Spostrzegawczy jesteś ..... , tu szukałem dziury w całym.Sacharowski pisze: ↑27 gru 2019, 20:08.....Zwykły, na stożek przyjdzie jeszcze czas
Ale stożek ustala R zawarte w drugim a nie pierwszym wierszu cyklu.
Mam kilka koncepcji na ich podstawie ale wypróbować będę miał okazję dopiero po nowym roku.
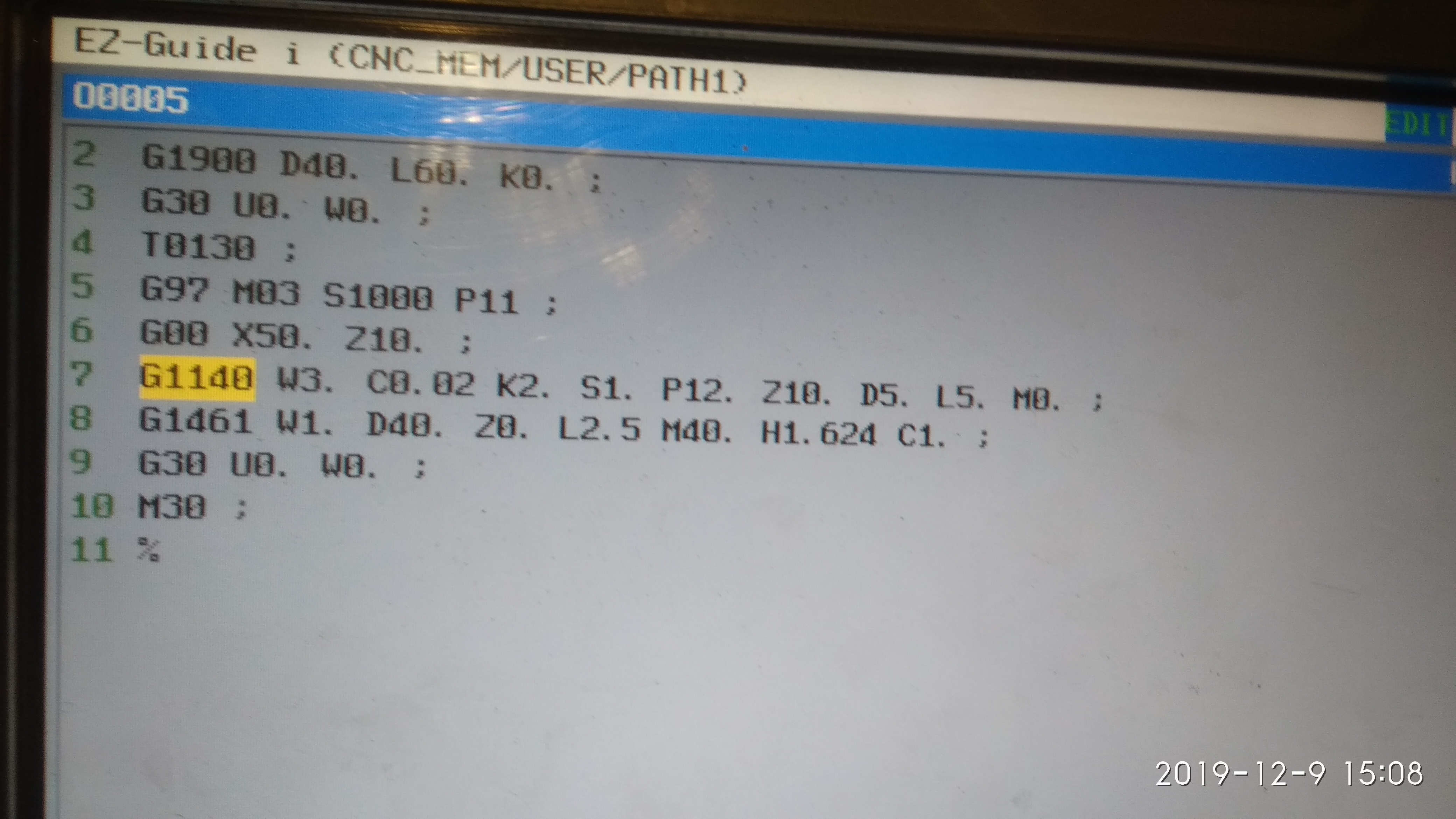
Bawiłem się nakładką i nawet cośtam wychodzi, tylko nijak to się nie ma do tego cyklu. Wygląda to mniej więcej takwojtek10916 pisze: ↑27 gru 2019, 22:57masz nakładkę manual guide zrob tam i przerób na G kod i zobacz jak Ci maszyna robi
Na jakim dokładnie sterowaniu ta maszyna chodzi?Sacharowski pisze: ↑27 gru 2019, 11:36Witam, ostatnio pracuje na nowej maszynie Doosan puma GT2600M i mam problem z cyklem gwintowania g76, ....
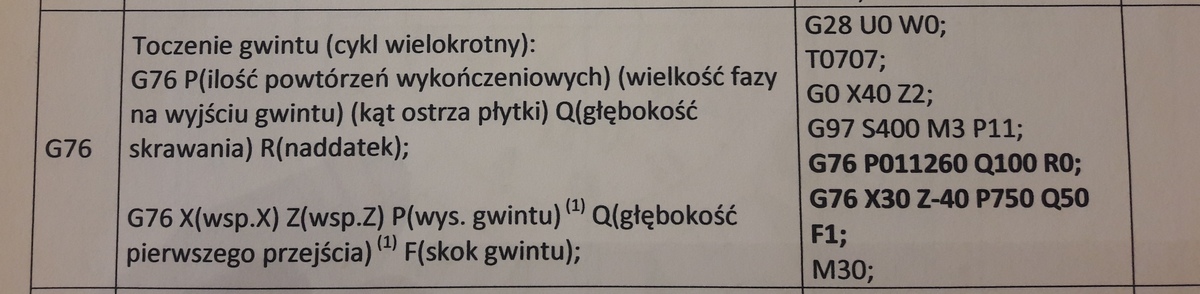
To , to ja wiem z info forumowicza MacGregor z linku jaki wyżej zapodałem , ale nijak opis ten się ma do cyklu jaki ja teraz przedstawiłem.Sacharowski pisze: ↑27 gru 2019, 20:08....
Zwykły, na stożek przyjdzie jeszcze czas
Ale stożek ustala R zawarte w drugim a nie pierwszym wierszu cyklu.






