Oczywiście, że tak będzie. Tam masz jakiś czujnik, który wyłapuje, albo nie wyłapuje czegoś. Wyrobiło się po prostu i raz wciska, drugi raz nie, raz masz kontakt, drugi raz nie. Albo luzy?
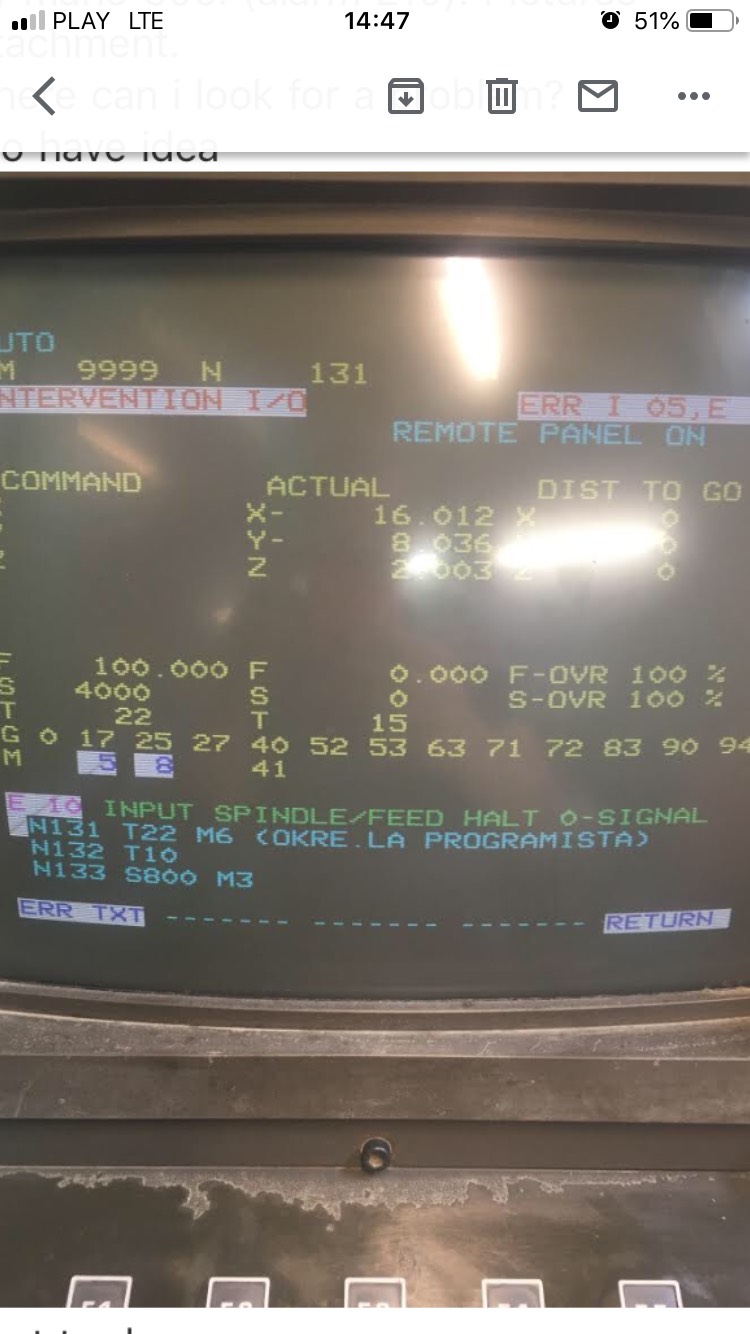
Znalazłem: I65 ( Spindel-Halt währen Vorschub n-Ist= n-soll 0-Signal. Frässpindel hat programmierte Drehzahl nicht erreicht. Eingang n hat I-Signal -IPCI St 16 )
Stąd wziąłem:
http://www.4cncas.de/files/anl_f700.pdf
Wygląda na to, że Zatrzymanie wrzeciona nastąpiło, bo posuw zadany nie jest zgodny z rzeczywistym. To tak, jakby wrzeciono nie osiągnęło zaprogramowanej prędkości, a włączył się posuw. I może to mieć związek z posuwem szybkim. Po wymianie narzędzia silnik zwalnia wrzeciono, a tam jest, że ono powinno mieć już określone obroty, a nie ma, dlatego na wszelki wypadek się wyłącza.
Zakładam, że wszystkie mechanizmy działają w porządku. Może być tak, że trzeba zmniejszyć w parametrach prędkość najazdową (popatrz w instrukcji, to chyba parametr N571), albo po prostu później włączać wrzeciono. Po zmianie narzędzia w programie najpierw najazd na jakiś punkt (bez włączenia obrotów), później na stopie włączasz obroty i dajesz G1. Albo po zmianie narzędzia włączasz obroty, dajesz pauzę (G04 powiedzmy sekundę, dwie, niech się rozkręci) i program idzie dalej. Powinno rozwiązać sprawę.
Kiedyś miałem maszynę, w której trzeba było skręcić posuwy do 50 procent bo przy szybkich zjazdach wybijało błąd. Oczywiście wtedy pisało się w programie wszystkie posuwy robocze dwa razy wyższe, tak by wolniejsze było tylko G0. Może tutaj taki trik pomoże?





")


")






