



")
Mam tylko jeden problem. Otóż wykonałem w FreeCAD siatkę otworów 11x11szt.
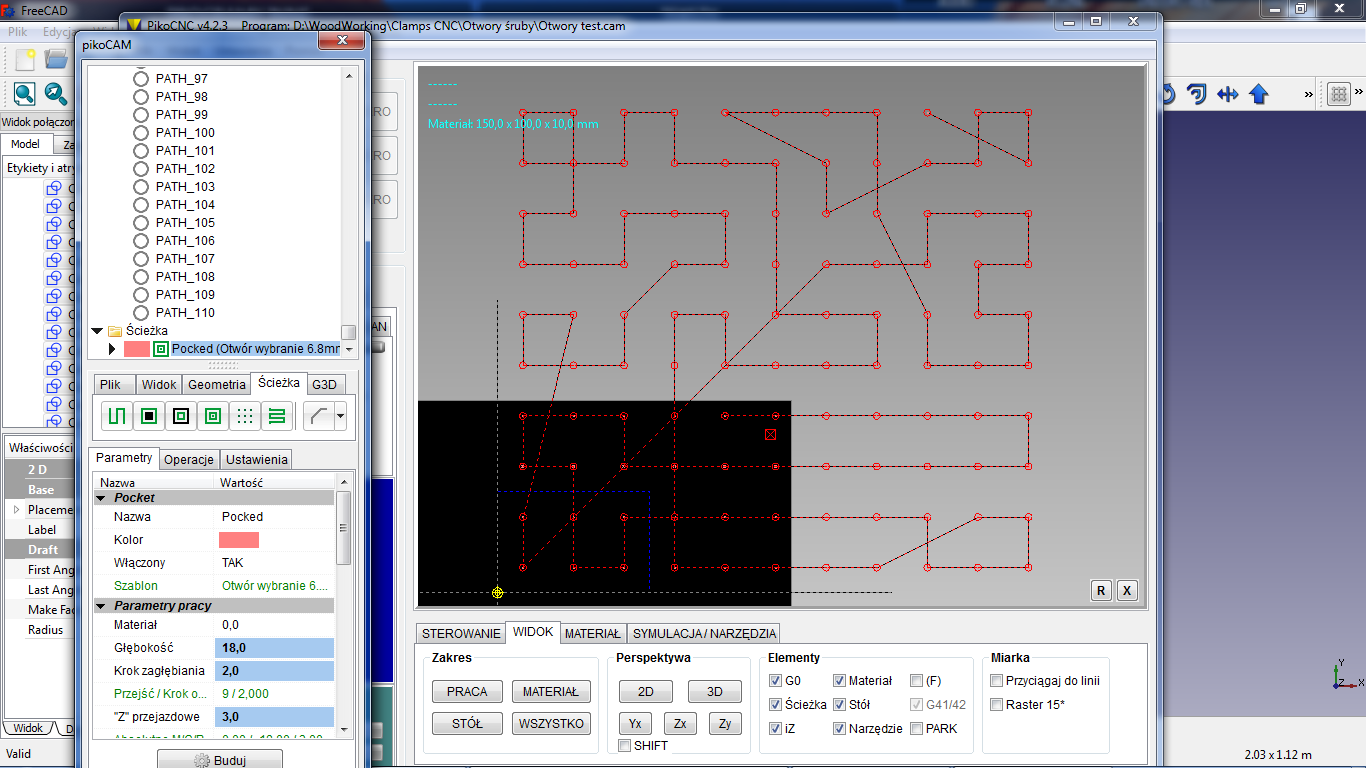
Po wgraniu DXF do PicoCAM, zaznaczyłem wszystkie otwory i wybrałem Kieszeń jako obróbkę.
Oto efekt automatycznego segregowania procesów (niby fajnie wygląda, ale frez lata po polu jak głupi):
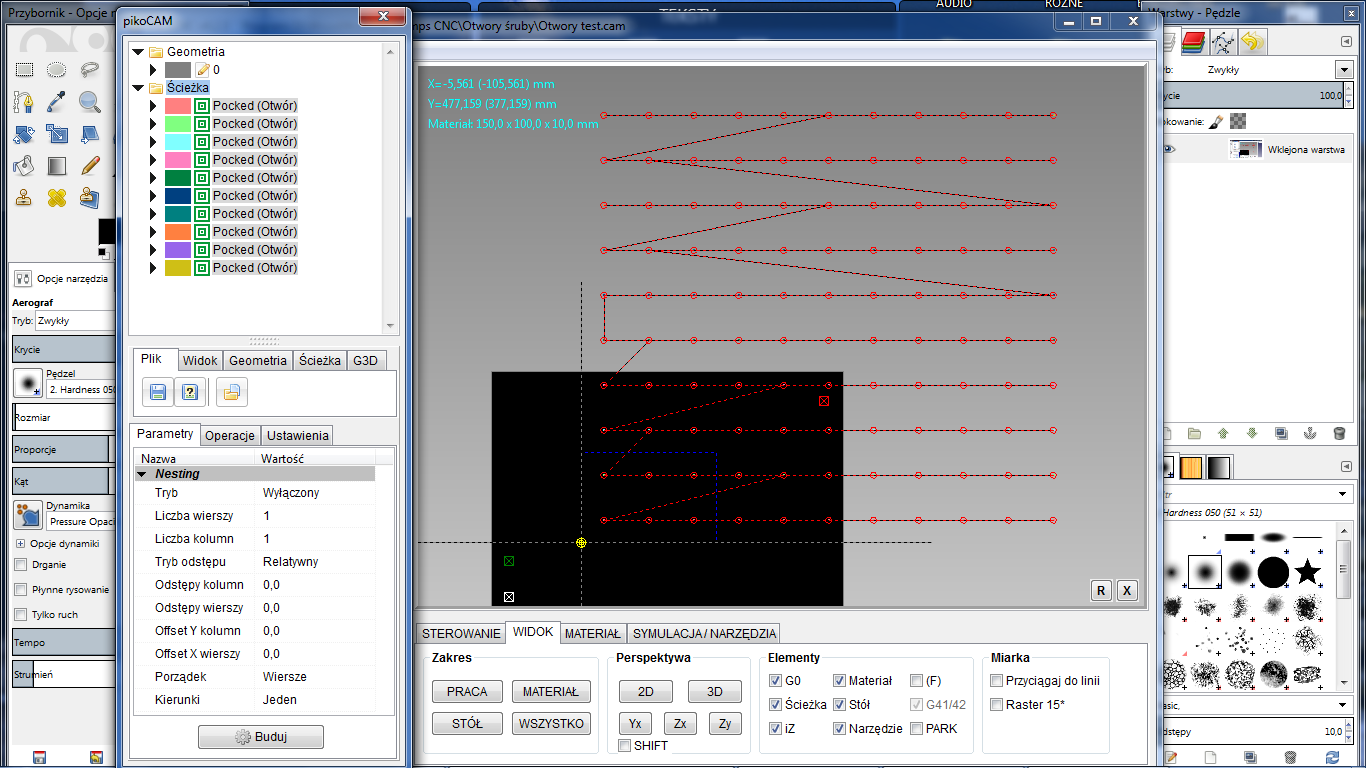
Zrobiłem więc tak, że zaznaczyłem po 11 otworów i dla każdego wiersza utworzyłem osobną obróbkę kieszeni. Efekt jest taki, że nie lata już w osi Y, ale w osi X nie zaczyna od pierwszego otworu (najbliższego X0 i Y0) tylko od dowolnego, jedzie potem w prawo, a na koniec wraca, i jedzie kilka otworów w lewo. Jest lepiej, ale też bez sensu. Idealna sytuacja jest pomiędzy wierszem 5 i 6:
Czy jest jakiś sposób by posegregować procesy utworzone dla poszczególnych otworów, czy też może zmuszenie programu do jechania od lewej do prawej, a najlepiej potem od prawej do lewej w kolejnym wierszu? Tylko bez tworzenia procesów dla każdego otworu osobno
Na ploterze do folii w tym celu muszę np. w Inkscape segregować warstwy, ale i tak zawsze jedna litera jest wyrodna. Tutaj w ogóle nie wiem jak się za to zabrać.
Jeszcze jedno pytanie: jak zwiększyć to czarne pole robocze?


")

")






