




Posiadam płytę główną SSK-MB2, sterownik silnika krokowego MDC860 od kolegi markcomp oraz silnik krokowy 60H86-6008B 3.1 Nm 6A lub 3A także od kolegi markcomp. Do tego moduł zasilacza MZ-01 i transformator TR 420 230/ 2x30V jaki można zakupić u sponsora.
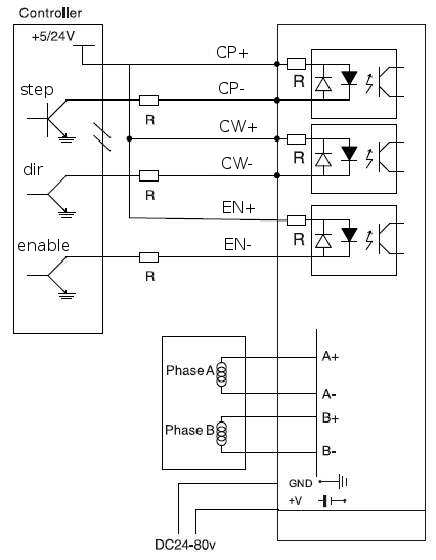
Podłączyłem wszystko wg schematów i dokumentacji jakie otrzymałem.
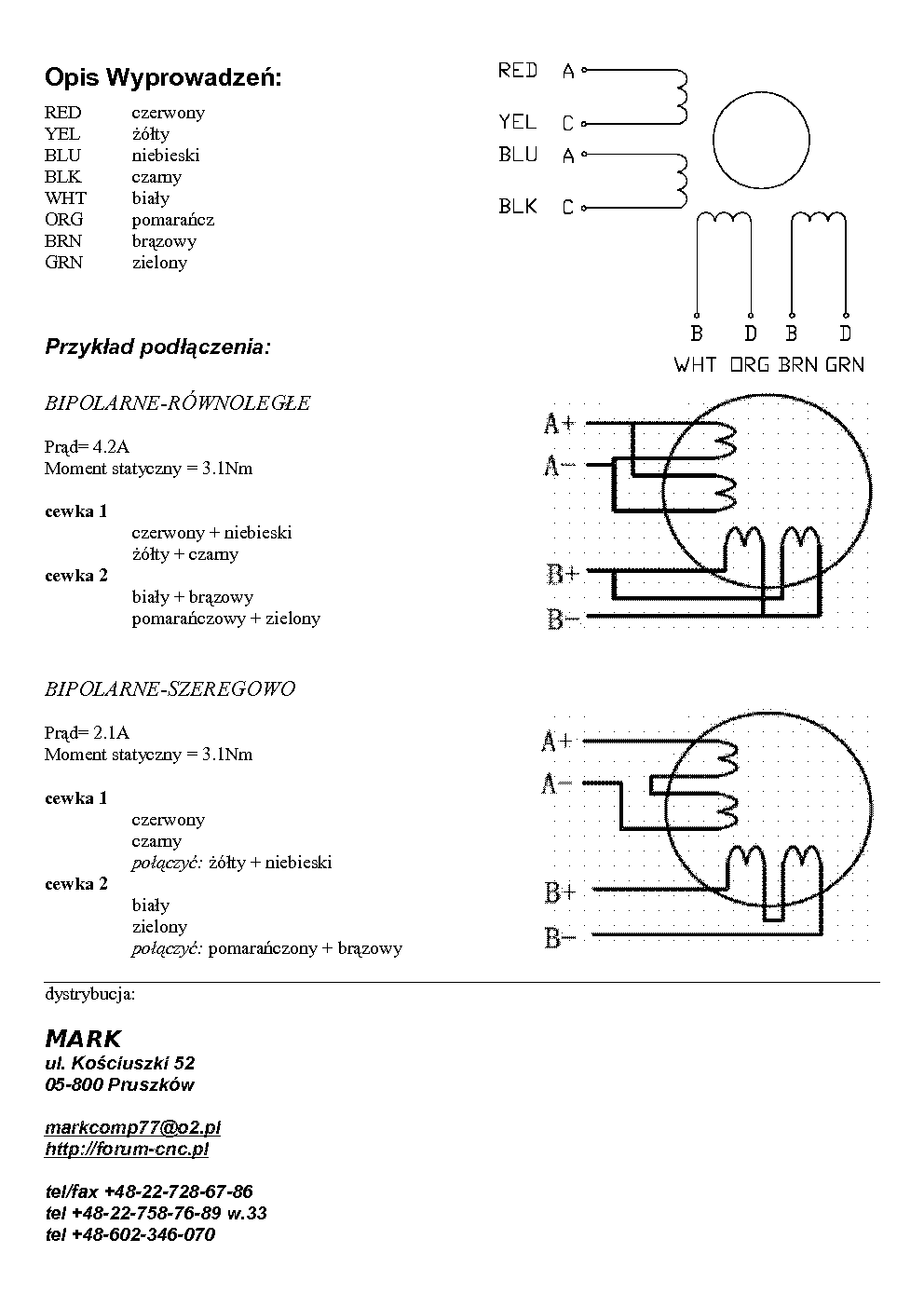
Zastosowane połączenie to Bipolarne- równolegle prąd 6A
Zasilacz daje napięcie wyjściowe 41V (zmierzone). Mikrokrok na sterowniku pozostawiłem na wartości 1/2. Próbowałem różnych konfiguracji w LinuxCNC, różnych prędkości jednak efekt jest ciągle taki sam: dość głośno piszczący silnik (zdaję sobie sprawę że powinien piszczeć ale chyba nie aż tak...), próbując sterować silnikiem z klawiatury oś silnika kręci się po czym staje i jakby kręciło się w nim dalej coś w srodku dopóki nie puszczę przycisku klawiatury lub też w ogóle się nie kręci. Sytuacja bardzo podobna do tej na filmiku poniżej jednak u mnie zatrzymuje się o wiele szybciej.
[youtube]http://www.youtube.com/watch?feature=pl ... MSB8#at=18[/youtube]
Wydaje mi się także że silnik nie "trzyma" wtedy bo można spokojnie ręką przekręcić oś.
Jakie powinny być zatem w miarę optymalne prędkości? Chcę by to spokojnie działało, nie oczekuję by były to jakieś zawrotne prędkości.
Jest to moje pierwsze zetknięcie się z silnikami krokowymi i tym sprzętem obsługującym maszyny cnc, nigdy wcześniej nie widziałem ich nawet na oczy i dlatego proszę o pomoc w czym może tkwić problem. Domyślam się, że być może zestawienie/konfiguracja silnik/sterownik może także być nie odpowiednia dlatego proszę o wyrozumiałość. Jeśli jakichś informacji nie podałem, a są istotne chętnie je podam.
Pozdrawiam
Tomek



")

")







