podstawowe informacje o problemie:
NX 10
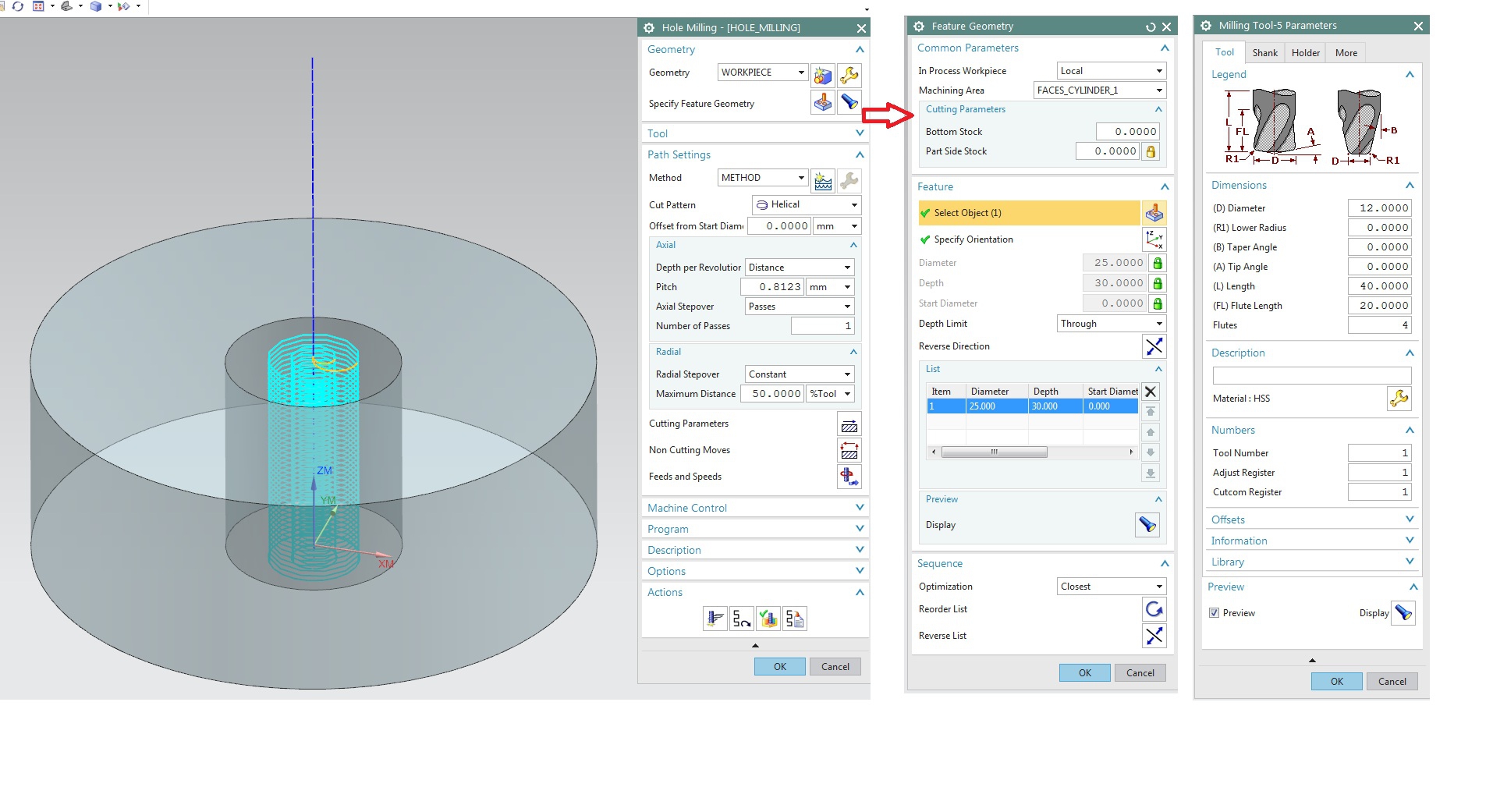
Operacja - Hole Milling
Maszyna - HERMLE C400 (5axis table-table)
Sterownik - HEIDENHAIN iTNC 530 HSCI
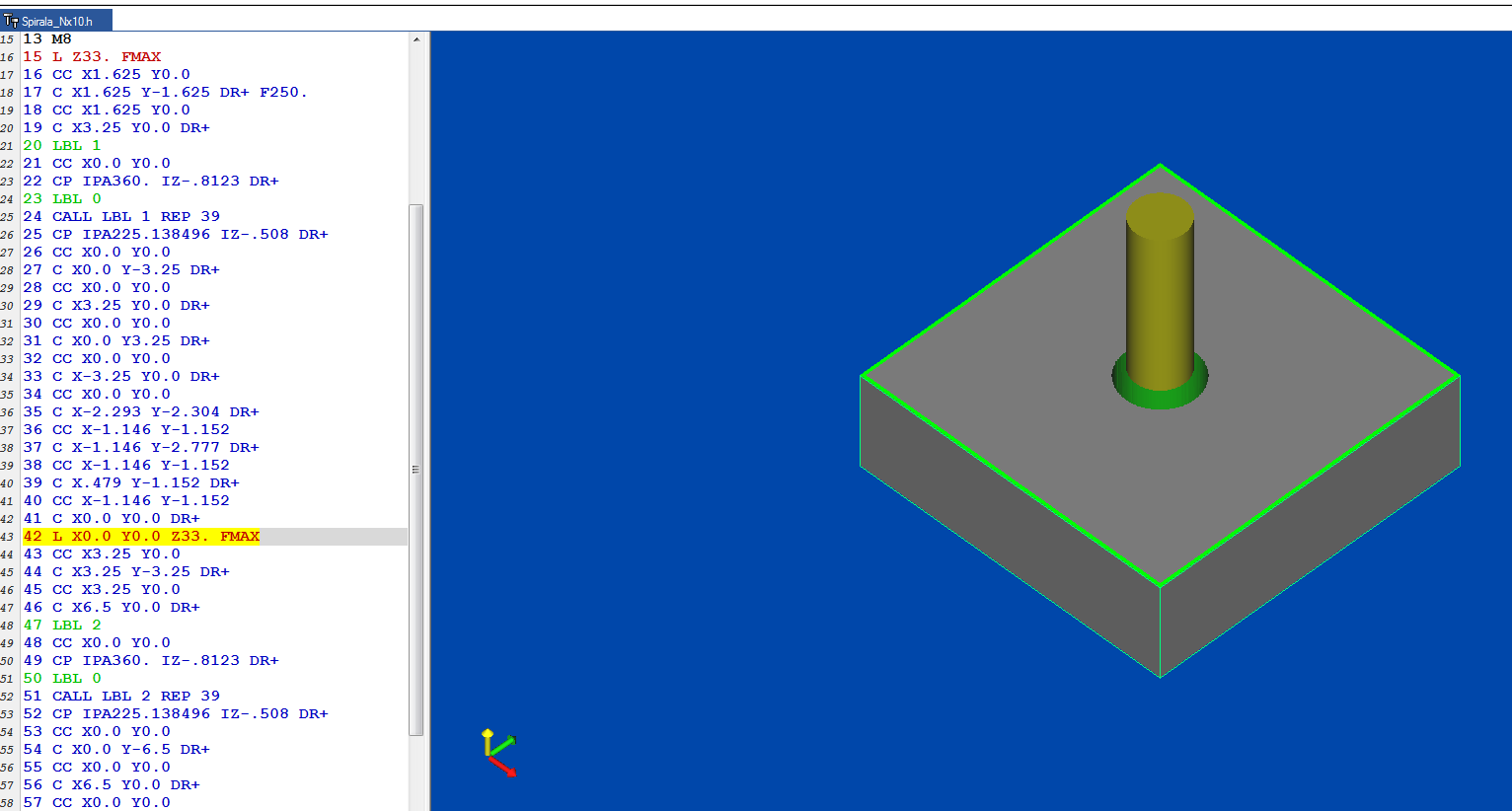
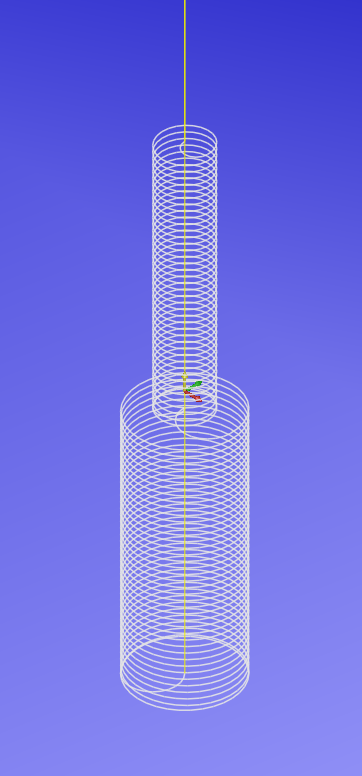
kolejny problem z postprocesorem który zakupiła firma w której pracuję dał o sobie znać dosyć boleśnie. Z mojego niedopatrzenia w trakcie frezowania otworu przelotowego operacją Hole milling narzędzie zakaleczyło stół obrotowy w maszynie... Szczęście w nieszczęściu było takie, że średnica otworu pokryła się z średnicą otworu centrującego w stole nie uszkadzając jego pasowanego wymiaru, a jedynie kalecząc dno. Oczywiście nakrętka + tulejka oprawki ER32 i narzędzie na złom. Po wnikliwym sprawdzeni programu w NX CAM wyszło, że jest poprawny - bezkolizyjny. Gdy w CIMCO odpaliłem G-kod zobaczyłem, że ścieżki po spirali ułożyły się poziomami. Poniżej zamieszczam print screen z przykładowego detalu, w którym jest identyczny problem.
Po przegenerowaniu przez postprocesor ścieżka w CIMCO wygląda jak poniżej. Podzieliła się na dwa poziomy, z których drugi frezował podkład aluminiowy a następnie stół.
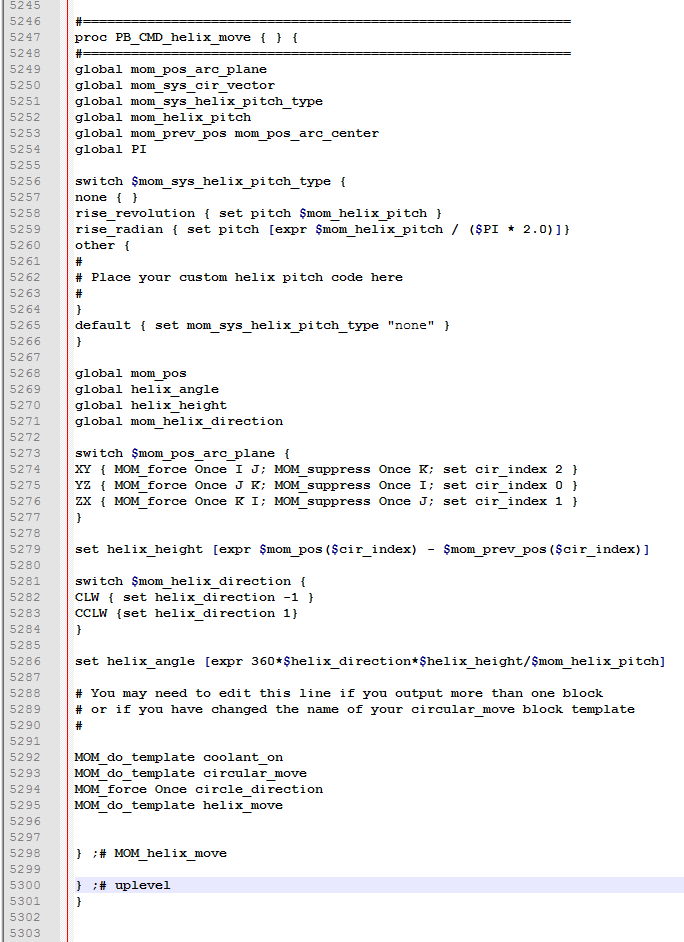
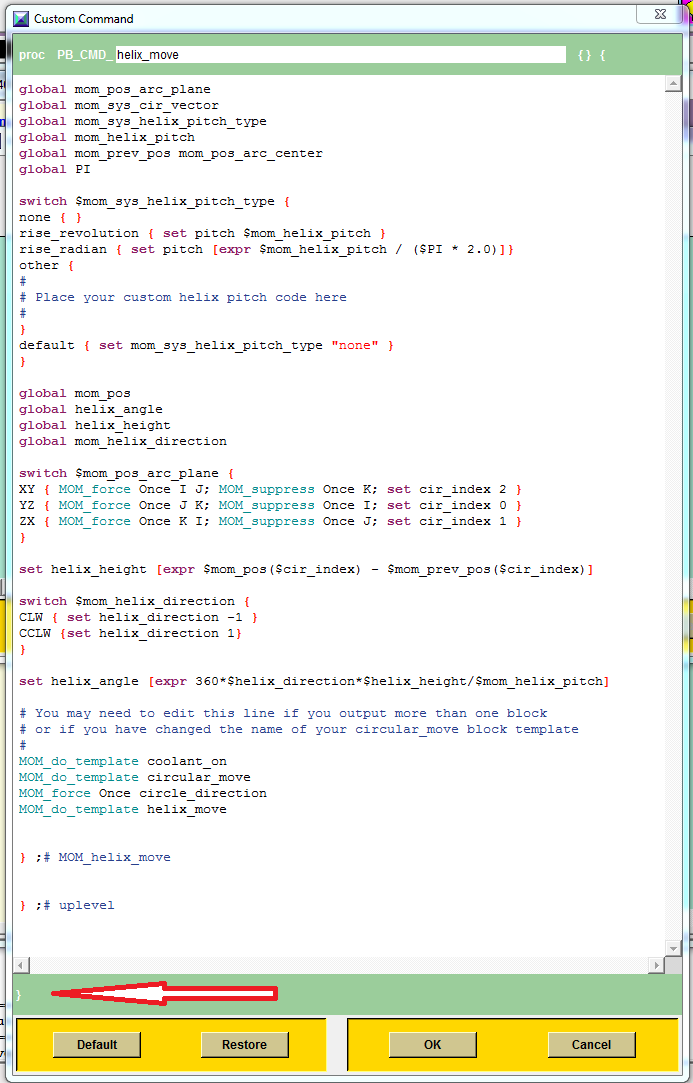
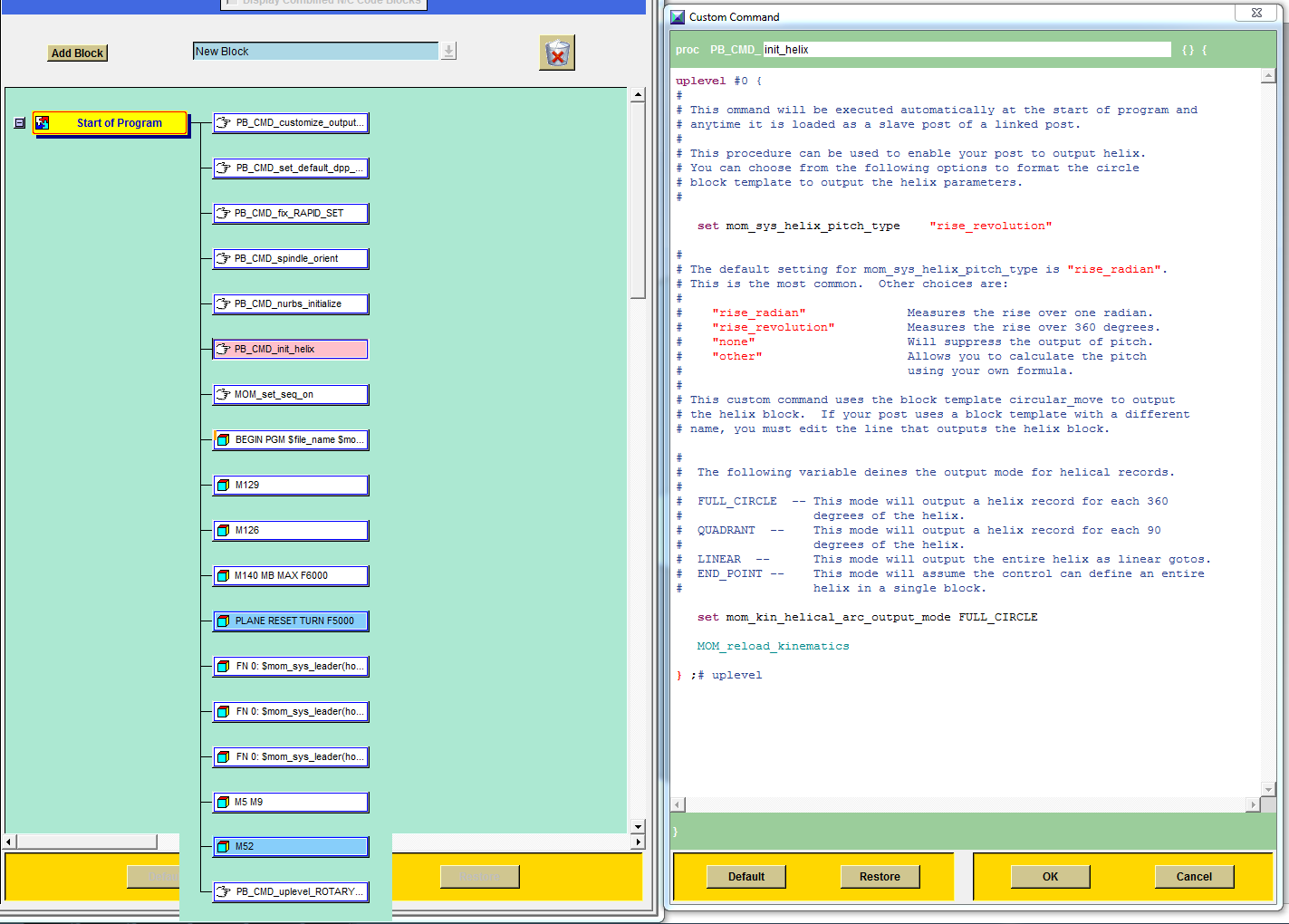
Do tej pory stworzyłem kilka pomyślnie działających postów na maszyny 3axis. Od kilku miesięcy odbudowuję postprocesor 5osi na podstawie postprocesora sim08_mill_5ax dodanego do NX. Pominę już fakt, że ten który zakupiła firma za kilkanaście tys PLN bazuje w 100% na sim08_mill_5ax a wprowadzono jedynie kilka zmian. Przesiedziałm już nad tą kwestą kilkanaście godzin, ale efekt nadal mizerny. Poniżej zamieszczam zdjęcie z składni ruchu helikalnego z mojego posta.
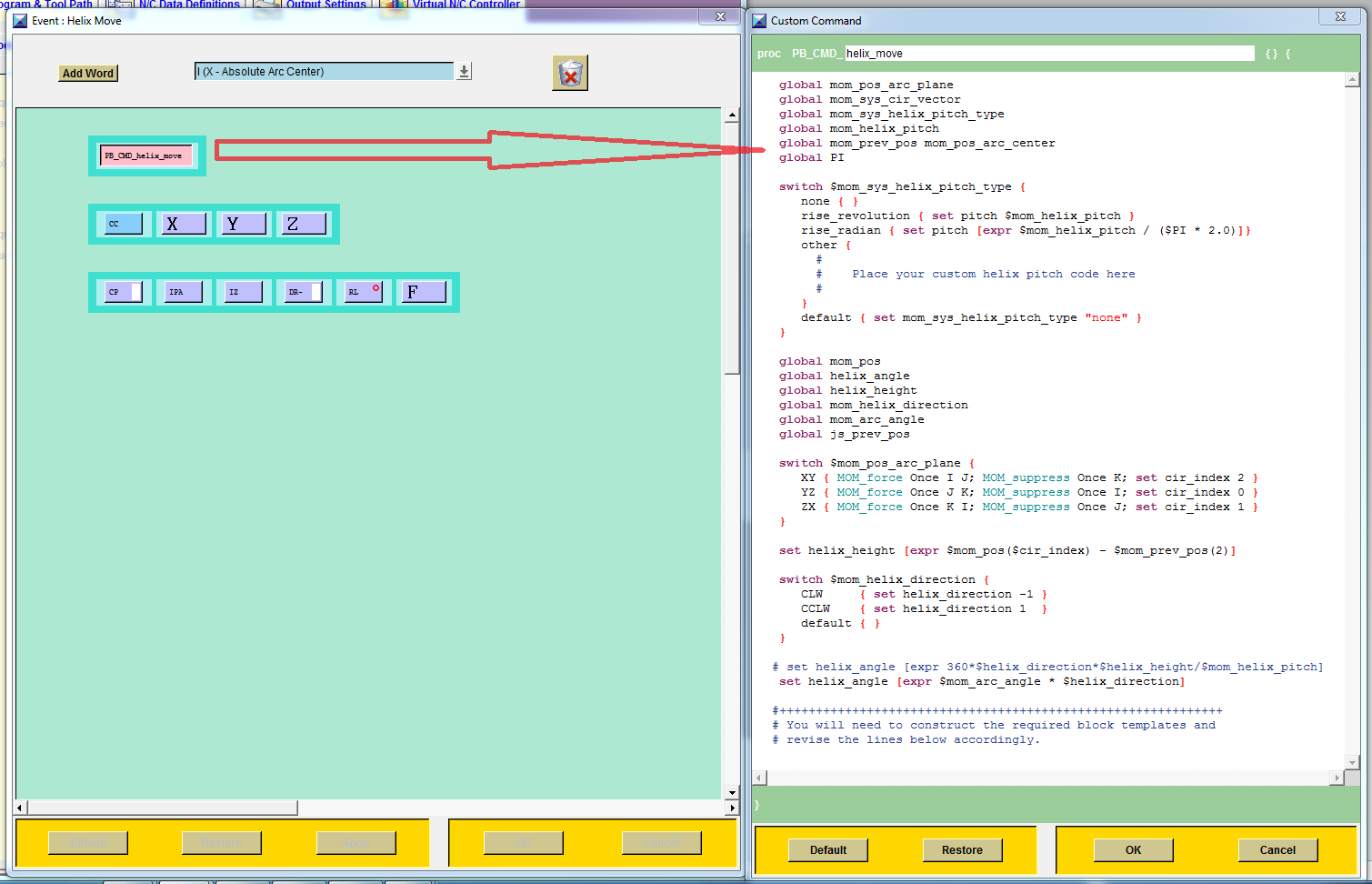
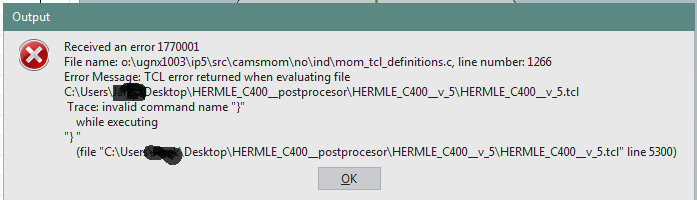
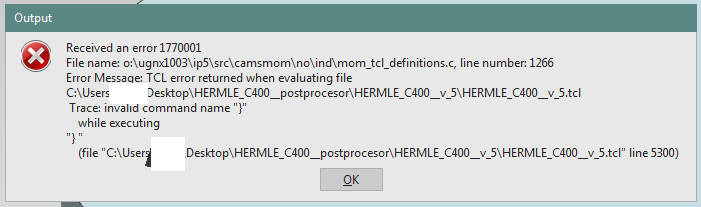
Problem polega na tym, że narzędzie po dejechaniu do końca pierwszej helisy nie powraca na w osi Z do płaszczyzny bezpiecznej, aby ponownie zacząć obróbkę od górnej płaszczyzny otworu, ale traktuje koniec I helisy jako początek II. Moim zdaniem brakuje wymuszenia wyjazdu do płaszczyzny bezpiecznej. Dziwna sprawa, którą wyhaczyłem - w G-code brakuje wiersza nr 120, w pliku *review.out (Review Tool) podobnie, brakuje wartości do wyjazdu w osi Z do płaszczyzny bezpiecznej.
Po przegenerowaniu omawianej operacji przez post na Fanuc 3axis wszystko działa poprawnie. Porównywałem pliki z narzędzia Review Tool ale moja biegłość w zmiennych z NX jak również programowaniu w TCL jeszcze kuleje. Zamieszczę plik z Review Tool oraz G-code, może znawcy tematu coś znajdą. Dzięki za wszelką pomoc i wskazówki!


")

")