



Frezowanie rowków w kątownikach aluminiowych.
-
matthewpride
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 6
- Posty: 6
- Rejestracja: 30 gru 2014, 13:21
- Lokalizacja: Lubaczów
Frezowanie rowków w kątownikach aluminiowych.
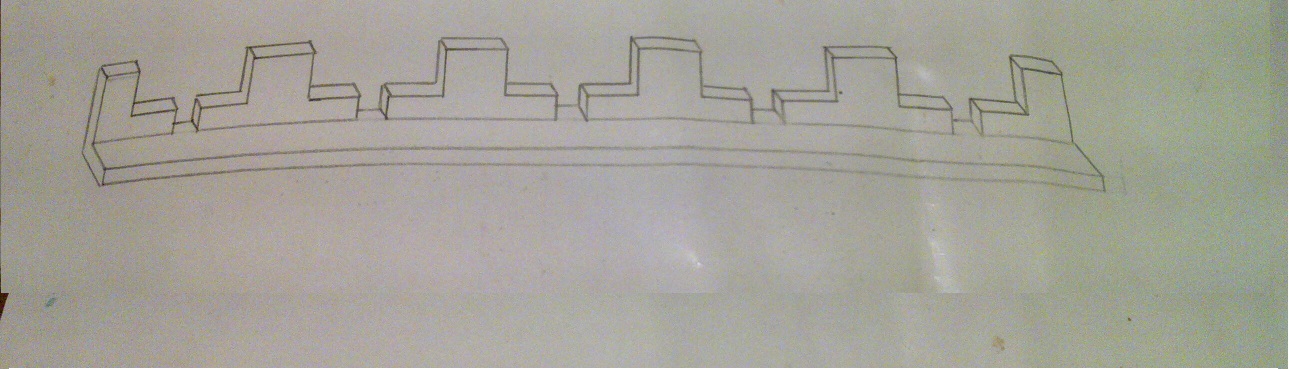
Witam, proszę państa o rady  . Czy mógłbym frezem do drewna z węglikami spiekanymi frezować rowki w kątowniku aluminiowym 15x10x2-3mm na szerokość 5-25mm ? Opis wyglądu, to 40cm długości kątownik z którego muszę wykonać taki jakby grzebień. Jeśli tak to proszę o podanie prędkośći obrotu wrzeciona. Jeśli nie można to proszę wymienić specjalny do tego frez ?
. Czy mógłbym frezem do drewna z węglikami spiekanymi frezować rowki w kątowniku aluminiowym 15x10x2-3mm na szerokość 5-25mm ? Opis wyglądu, to 40cm długości kątownik z którego muszę wykonać taki jakby grzebień. Jeśli tak to proszę o podanie prędkośći obrotu wrzeciona. Jeśli nie można to proszę wymienić specjalny do tego frez ?
Tagi:


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 11577
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Frezować zawsze można nawet i gwoździem, zależy jakiego efektu takiej roboty sie spodziewasz.
Otóż frez do drewna


ma inaczej ukształtowaną geometrię powierzchni i krawędzi biorących udział w skrawaniu drewna, niż frez do aluminium, np jednopiórowy,

nie dla pięknego wyglądu, tylko dla uzyskania konkretnych parametrów obróbki dla tego narzędzia, oraz wyglądu i chropowatości powierzchni obrobionej materiału(o wydajności nie mówiąc)
Dla aluminium ze względu na jego właściwości fizykochemiczne, jak twardość, ciągliwość, skrawalność, tendencję do tworzenia narostów na krawędzi skrawającej i zalepianie kanału wiórowego (które rzutują w konsekwencji na uzyskana powierzchnię) powierzchnie czynne, np pow. natarcia ma duży(do30-35°) dodatni kąt(rys. "rake angle"), oraz pochylenie linii śrubowej(rys. "helix angle"),


w odróżnieniu od płytkowego węglikowego frezu do drewna, który ma ten kąt i pochylenie zerowe(jest w zasadzie płaską płytką), lub o niewielkiej dodatniej wartości, bo spiczaste ostrza widiowe lubią się kruszyć, a materiał (drewno, zazwyczaj suche) i tak nie tworzy trwałych, przylepiających wióry narostów (o ile w ogóle je tworzy).

Aluminium "nie lubi" węglika właśnie z tych powodów.
To już lepszy byłby do tego frez do drewna całowęglikowy (podobny trochę do tych do metalu)...

Otóż frez do drewna
ma inaczej ukształtowaną geometrię powierzchni i krawędzi biorących udział w skrawaniu drewna, niż frez do aluminium, np jednopiórowy,
nie dla pięknego wyglądu, tylko dla uzyskania konkretnych parametrów obróbki dla tego narzędzia, oraz wyglądu i chropowatości powierzchni obrobionej materiału(o wydajności nie mówiąc)
Dla aluminium ze względu na jego właściwości fizykochemiczne, jak twardość, ciągliwość, skrawalność, tendencję do tworzenia narostów na krawędzi skrawającej i zalepianie kanału wiórowego (które rzutują w konsekwencji na uzyskana powierzchnię) powierzchnie czynne, np pow. natarcia ma duży(do30-35°) dodatni kąt(rys. "rake angle"), oraz pochylenie linii śrubowej(rys. "helix angle"),
w odróżnieniu od płytkowego węglikowego frezu do drewna, który ma ten kąt i pochylenie zerowe(jest w zasadzie płaską płytką), lub o niewielkiej dodatniej wartości, bo spiczaste ostrza widiowe lubią się kruszyć, a materiał (drewno, zazwyczaj suche) i tak nie tworzy trwałych, przylepiających wióry narostów (o ile w ogóle je tworzy).
Aluminium "nie lubi" węglika właśnie z tych powodów.
To już lepszy byłby do tego frez do drewna całowęglikowy (podobny trochę do tych do metalu)...
pozdrawiam,
Roman
Roman
-
matthewpride
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 30 gru 2014, 13:21
- Lokalizacja: Lubaczów
Ahaa, dziękuję za odp. Utwierdził mnie pan w przekonaniu kupna odpowiedniego do tego działania frezu  .
.
Mam zwykłą wiertarkę stołową, do tego muszę kupić stół krzyżowy, ale myśle, że wiertarka powinna dać radę bo grubość tego kontownika wynosi 2mm. Więc łożyska powinny wytrzymać.
Jeśli pan Roman lub jeszcze ktoś sprawdza mój post to jaką mógłbym dostać rade na temat obróbki tego elementu ?
Mam zwykłą wiertarkę stołową, do tego muszę kupić stół krzyżowy, ale myśle, że wiertarka powinna dać radę bo grubość tego kontownika wynosi 2mm. Więc łożyska powinny wytrzymać.
Jeśli pan Roman lub jeszcze ktoś sprawdza mój post to jaką mógłbym dostać rade na temat obróbki tego elementu ?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11577
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Hmm.. wiertarka... to nie najszczęśliwszy pomysł z kilku powodów.
Może się okazać, że luzy tulei wrzeciona, łożyskowania samego wrzeciona, uniemożliwią wykonanie tego detalu, bo będzie tak rzucać i szarpać na boki, że poszarpie materiał i połamie frez. Maszyna musi być bardzo sztywna. Również stolik z detalem w stosunku do korpusu głowicy (i narzędzia). Bo nieraz zaciski na okrągłej kolumnie nie są wystarczająco stabilne na boczne siły próbujące obrócić na niej wrzeciennik. Wszak typowy dla wiertarek jest nacisk pionowy, równoległy do kolumny.
Radzę zrobić próbę na jakim kawałku po pokasowaniu luzów.
Poza tym mocowanie frezu w uchwycie wiertarskim z trzpieniem z płetwą, mocowanym w gnieździe stożkowym wewnątrz wrzeciona(jeszcze może wyrobionym) bez dociągania śrubą oprawki do gniazda(jak w typowych frezarkach), może pod wpływem drgań (szarpań frezu) powodować zluzowanie i wypadanie oprawki w czasie pracy, a w konsekwencji połamanie frezu.
Ale jak nie można inaczej, to do wykonania tego konkretnego grzebienia najlepiej
- użyć frezu HSS co najmniej 4 lub nawet 6 piórowego, bo ta blaszka jest dość cienka(2mm), a więcej ostrzy nie będzie tak szarpać.
- obroty jak największe,
- smarować olejem czy chłodziwem by wiór nie kleił się do frezu,
- materiał tak zamocować, by stolikiem krzyżowym najeżdżać na frez w kierunku od siebie→na kolumnę wiertarki (wtedy nie będzie tak mocno próbować obrócić głowicę na kolumnie w bok),
- po ustawieniu frezu na odp. głębokość skrawania (niedużą, myślę 2-3mm na raz ze względu na wiotkość maszyny, a jak będzie dobrze szło to ew. więcej) i stolika w osi poprzecznej do ruchu roboczego, zablokować wszystkie blokady osi przesuwów nie biorące udziału w danym ruchu roboczym, czyli blokadę wysuwu tulei wrzeciona w korpusie głowicy, poprzecznego przesuwu stołu, itd..
Jaką masz tą wiertarkę kolego?
P.S. Wszyscy na forum jesteśmy kolegami, niezależnie czy mamy 15 czy 115 lat, Ok?
Może się okazać, że luzy tulei wrzeciona, łożyskowania samego wrzeciona, uniemożliwią wykonanie tego detalu, bo będzie tak rzucać i szarpać na boki, że poszarpie materiał i połamie frez. Maszyna musi być bardzo sztywna. Również stolik z detalem w stosunku do korpusu głowicy (i narzędzia). Bo nieraz zaciski na okrągłej kolumnie nie są wystarczająco stabilne na boczne siły próbujące obrócić na niej wrzeciennik. Wszak typowy dla wiertarek jest nacisk pionowy, równoległy do kolumny.
Radzę zrobić próbę na jakim kawałku po pokasowaniu luzów.
Poza tym mocowanie frezu w uchwycie wiertarskim z trzpieniem z płetwą, mocowanym w gnieździe stożkowym wewnątrz wrzeciona(jeszcze może wyrobionym) bez dociągania śrubą oprawki do gniazda(jak w typowych frezarkach), może pod wpływem drgań (szarpań frezu) powodować zluzowanie i wypadanie oprawki w czasie pracy, a w konsekwencji połamanie frezu.
Ale jak nie można inaczej, to do wykonania tego konkretnego grzebienia najlepiej
- użyć frezu HSS co najmniej 4 lub nawet 6 piórowego, bo ta blaszka jest dość cienka(2mm), a więcej ostrzy nie będzie tak szarpać.
- obroty jak największe,
- smarować olejem czy chłodziwem by wiór nie kleił się do frezu,
- materiał tak zamocować, by stolikiem krzyżowym najeżdżać na frez w kierunku od siebie→na kolumnę wiertarki (wtedy nie będzie tak mocno próbować obrócić głowicę na kolumnie w bok),
- po ustawieniu frezu na odp. głębokość skrawania (niedużą, myślę 2-3mm na raz ze względu na wiotkość maszyny, a jak będzie dobrze szło to ew. więcej) i stolika w osi poprzecznej do ruchu roboczego, zablokować wszystkie blokady osi przesuwów nie biorące udziału w danym ruchu roboczym, czyli blokadę wysuwu tulei wrzeciona w korpusie głowicy, poprzecznego przesuwu stołu, itd..
Jaką masz tą wiertarkę kolego?
P.S. Wszyscy na forum jesteśmy kolegami, niezależnie czy mamy 15 czy 115 lat, Ok?
pozdrawiam,
Roman
Roman
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
Panie MatthewPride ( podoba mi sie to okreslenie per "Pan" - takie od-szlachecki miedzywojenne - piekne ).
Ten element w aluminium wykonasz czymkolwiek. Proponuje Ci nieco zostawic materialu na wykanczajaca obrobke pilnikiem recznie. No wlasnie do czego ten element ma byc - moze wogole wystarczy te miejsca zebrac szlifierka katowa i wykonczyc pilnikiem ?
[ Dodano: 2014-12-31, 11:00 ]
Katowniczek jest 10x10x2 scianka to stol krzyzowy i specjalny frez wydaja sie byc przerostem formy heh
to stol krzyzowy i specjalny frez wydaja sie byc przerostem formy heh
Ten element w aluminium wykonasz czymkolwiek. Proponuje Ci nieco zostawic materialu na wykanczajaca obrobke pilnikiem recznie. No wlasnie do czego ten element ma byc - moze wogole wystarczy te miejsca zebrac szlifierka katowa i wykonczyc pilnikiem ?
[ Dodano: 2014-12-31, 11:00 ]
Katowniczek jest 10x10x2 scianka
-
matthewpride
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 30 gru 2014, 13:21
- Lokalizacja: Lubaczów
A więc panowie koledzy . Tak więc dobrze, że jeszcze wstrzymałem się z kupnem ewentualnych frezów, bo teraz będę wiedział żeby kupić 4-6 piórowe. Wiertarka jest brata, jakiś czas temu kupiona i wygląda podobnie jak ta, ale nie pamiętam firmy. http://allegro.pl/wiertarka-stolowa-kol ... 19981.html
Początkowo ten grzebień miałem wykonać z twardego drewna ( dąb lub buk) i oczywiście grzebień wyglądałby inaczej. Jakbyśmy więcej nadtym zastanowili się to pewnie kupilibysmy wiertarko-frezarkę kolumnowo stołową. Początkowo myśleliśmy zrobić te grzebienie z pociętej blachy aluminiowej o gr. 3 lub 2mm, ale dochodzi cięcie na plasterki blachy i jej zagięcie w zaginarce do blachy. A to kolejny wydatek na kupno lub kolejny przedmiot do wykonania w własnym zakresie. Także najtaniej wychodzi taki aluminiowy katownik, który jest dostępny w takim formacie jaki właśnie potrzebuję (15x10x2mm bo 3mm już są większe). Jestem z zawodu ślusarzem, ale takim skromnym . Początkującym pszczelarzem, także z zawodu i takim "zrobi to pan sam" - stolarzem hehe. Więc robie sam ule z wymiarami gniazdowymi odpowiednimi do danego rodzaju ula, ale własnej konstrukcji zewenętrz i poczęści wew.. Dlatego potrzebuję takich grzebieni aby jak najlepsza i najwydajniejsza była praca przy ulach w pasiece a tym samym szybka i przejemna co ma dalsze przełożenie na czas i pieniądze. Po nowym roku zakupię proponowany frez przez kolegę Romana i skorzystam z opisanych wskazówek. Porobię zdjęcia i wrzucę sprzed i po wykonanej czynności.
. Początkującym pszczelarzem, także z zawodu i takim "zrobi to pan sam" - stolarzem hehe. Więc robie sam ule z wymiarami gniazdowymi odpowiednimi do danego rodzaju ula, ale własnej konstrukcji zewenętrz i poczęści wew.. Dlatego potrzebuję takich grzebieni aby jak najlepsza i najwydajniejsza była praca przy ulach w pasiece a tym samym szybka i przejemna co ma dalsze przełożenie na czas i pieniądze. Po nowym roku zakupię proponowany frez przez kolegę Romana i skorzystam z opisanych wskazówek. Porobię zdjęcia i wrzucę sprzed i po wykonanej czynności.
Teraz życzę kolegom szczęśliwego nowego roku i udanych prac hobbystycznych
Początkowo ten grzebień miałem wykonać z twardego drewna ( dąb lub buk) i oczywiście grzebień wyglądałby inaczej. Jakbyśmy więcej nadtym zastanowili się to pewnie kupilibysmy wiertarko-frezarkę kolumnowo stołową. Początkowo myśleliśmy zrobić te grzebienie z pociętej blachy aluminiowej o gr. 3 lub 2mm, ale dochodzi cięcie na plasterki blachy i jej zagięcie w zaginarce do blachy. A to kolejny wydatek na kupno lub kolejny przedmiot do wykonania w własnym zakresie. Także najtaniej wychodzi taki aluminiowy katownik, który jest dostępny w takim formacie jaki właśnie potrzebuję (15x10x2mm bo 3mm już są większe). Jestem z zawodu ślusarzem, ale takim skromnym
Teraz życzę kolegom szczęśliwego nowego roku i udanych prac hobbystycznych
-
matthewpride
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 30 gru 2014, 13:21
- Lokalizacja: Lubaczów
Niestety, ale nie. Poza tym byłoby dużo bawienia się i nie wyszłoby tak dokładnie jak frezem.
W tym tygodniu wszytko zamawiam bo od następnego trzeba wziąć się już do roboty.
I takie moje pytanie. Znalazłem frez frez palcowy 4-ostrzowy NFPa 25 HSS
Średnica ostrza d = 25 mm
Średnica chwytu D = 25 mm
Długość części roboczej l ~ 45mm
Długość całkowita L ~ 123 mm
http://allegro.pl/frez-nfpa-25-palcowy- ... 74345.html
Czy można z toczyć na tokarce końcówkę frezu tak aby weszła do uchwytu wiertarskiego fi 16 ? Taki frez idealnie jest odpowiedni bo tylko 1x na szerokość będę frezować każdy z rowków. Oczywiście alternatywa to podobny frez do wymiaru fi 16, np: fi 12,5 mm na 2x frezowania jednego rowka. No grzebieni potrzebuję ładnych parę szt. więc zajmie to trochę czasu.
http://allegro.pl/frez-nfpa-12-5-palcow ... 24363.html
W tym tygodniu wszytko zamawiam bo od następnego trzeba wziąć się już do roboty.
I takie moje pytanie. Znalazłem frez frez palcowy 4-ostrzowy NFPa 25 HSS
Średnica ostrza d = 25 mm
Średnica chwytu D = 25 mm
Długość części roboczej l ~ 45mm
Długość całkowita L ~ 123 mm
http://allegro.pl/frez-nfpa-25-palcowy- ... 74345.html
Czy można z toczyć na tokarce końcówkę frezu tak aby weszła do uchwytu wiertarskiego fi 16 ? Taki frez idealnie jest odpowiedni bo tylko 1x na szerokość będę frezować każdy z rowków. Oczywiście alternatywa to podobny frez do wymiaru fi 16, np: fi 12,5 mm na 2x frezowania jednego rowka. No grzebieni potrzebuję ładnych parę szt. więc zajmie to trochę czasu.
http://allegro.pl/frez-nfpa-12-5-palcow ... 24363.html
-
matthewpride
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 30 gru 2014, 13:21
- Lokalizacja: Lubaczów
A więc tak jak zapowiedziałem wrzucam kilka zdjęć.
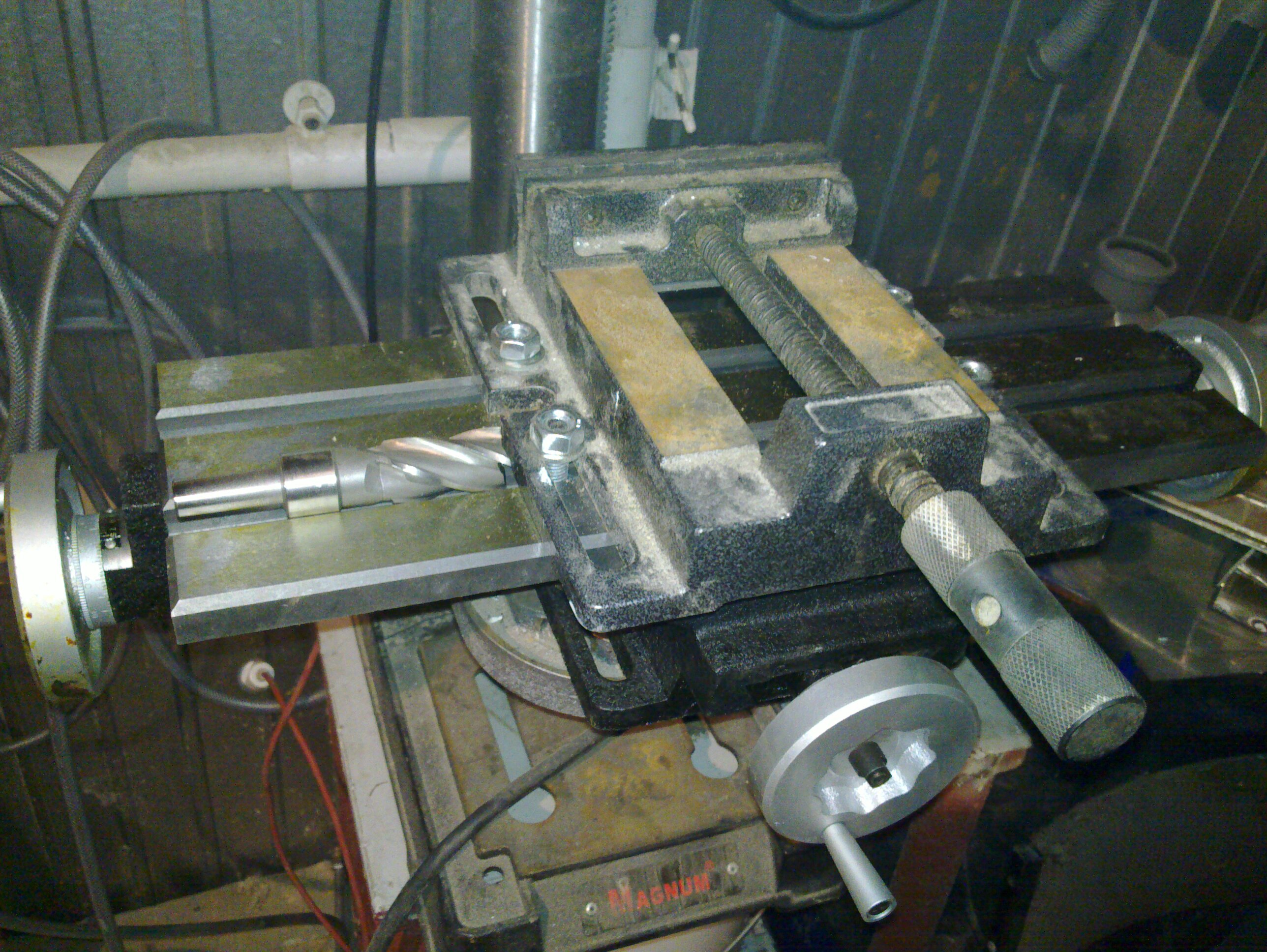
1.Na pierwszym zdjęciu zamocowane imadło do stołu krzyżowego i dalej do stołu wiertarki stołowej-kolumnowej.
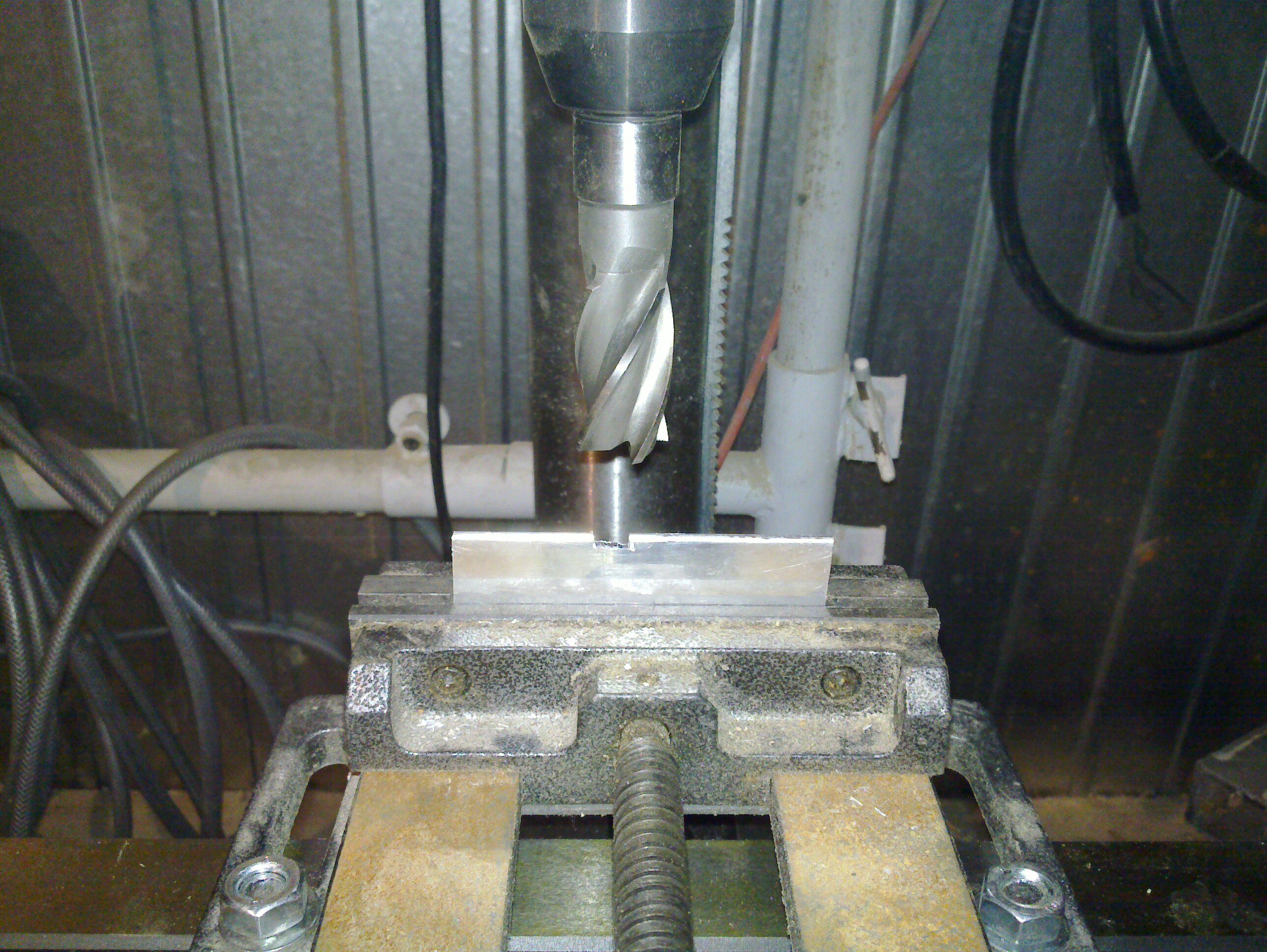
2.-ll- Zamocowanie frezu w uchwycie ( frez został stoczony z 25mm do 15,30mm) i ustawienie kawałka blachy aluminiowej 3mm do wykonania testu. Widać w nim niewielki rowek, który jest wcześniejszą próbą frezu do drewna z węglikami.
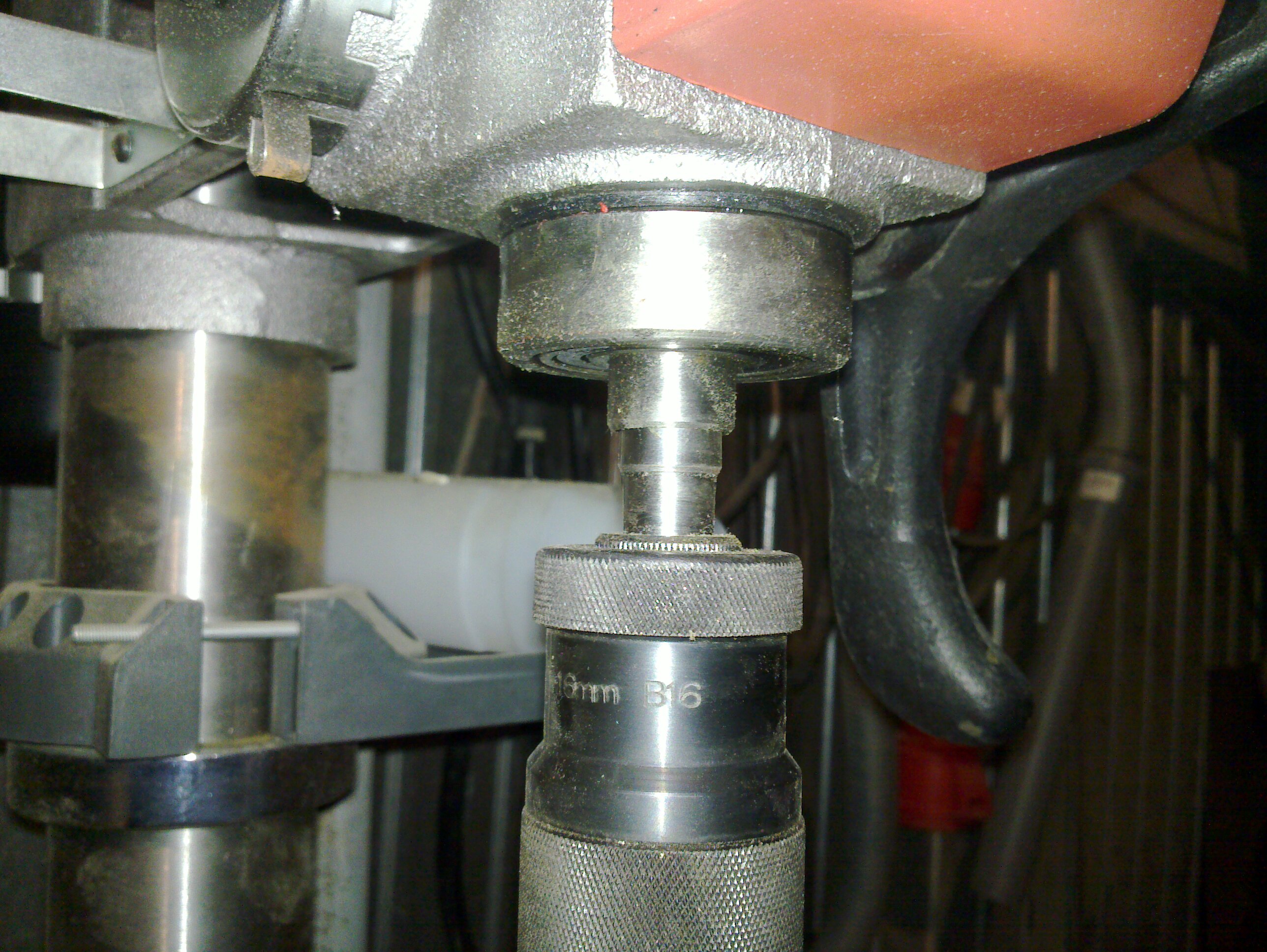
3. Wszystko ściągnięte z powodu wypadnięcia całego uchwytu stożkowego z wiertarki.

4. Czy koledzy mają jakieś pomysły ?
1.Na pierwszym zdjęciu zamocowane imadło do stołu krzyżowego i dalej do stołu wiertarki stołowej-kolumnowej.
2.-ll- Zamocowanie frezu w uchwycie ( frez został stoczony z 25mm do 15,30mm) i ustawienie kawałka blachy aluminiowej 3mm do wykonania testu. Widać w nim niewielki rowek, który jest wcześniejszą próbą frezu do drewna z węglikami.
3. Wszystko ściągnięte z powodu wypadnięcia całego uchwytu stożkowego z wiertarki.
4. Czy koledzy mają jakieś pomysły ?
-
 Yogi_
Yogi_
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 759
- Rejestracja: 13 sty 2010, 08:07
- Lokalizacja: Braniewo
Witam.
Przecież mieli:matthewpride pisze:4. Czy koledzy mają jakieś pomysły ?
Ciekawość wielka czy dałoby radę użyć frezarki górnowrzecionowej?RomanJ4 pisze:Hmm.. wiertarka... to nie najszczęśliwszy pomysł z kilku powodów.
[...]
Poza tym mocowanie frezu w uchwycie wiertarskim z trzpieniem z płetwą, mocowanym w gnieździe stożkowym wewnątrz wrzeciona(jeszcze może wyrobionym) bez dociągania śrubą oprawki do gniazda(jak w typowych frezarkach), może pod wpływem drgań (szarpań frezu) powodować zluzowanie i wypadanie oprawki w czasie pracy, a w konsekwencji połamanie frezu.
Pozdrawiam
Krzysiek
Krzysiek






