



Witam.
Słabo znam Artcama. Ostatnio chciałem poeksperymentować z reliefami. Wyczytałem na tym forum, że dobre są do tego celu frezy "tapery" ("tapered"). Kupiłem takie i nie bardzo wiem jak je zdefiniować w magazynie narzędzi Artcam'a. Mógłby ktoś pomóc?
opis na pudełku:
HRC55 R0.25*20.5*"fi"4*50-2F
z tej aukcji:
https://pl.aliexpress.com/item/free-shi ... 0.0.byowJP
Leszek
Artcam - definicja frezu


-
lajosz
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Nie podałeś jednego ważnego parametru, czyli kąta stożka freza, ale z linka który podałeś wynika, że :
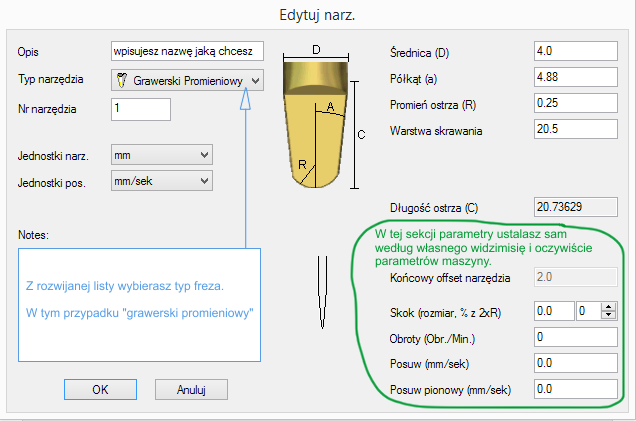
W polu "Warstwa skrawania" możesz (jeśli chcesz) wpisać wartość mniejszą, bo w niektórych rodzajach obróbki ta wartość jest brana pod uwagę, czyli ile na raz (jak grubą warstwę) będzie zbierał frez.
Ja wpisałem największą możliwą.
Ty zrobisz jak uważasz.
W polu "Warstwa skrawania" możesz (jeśli chcesz) wpisać wartość mniejszą, bo w niektórych rodzajach obróbki ta wartość jest brana pod uwagę, czyli ile na raz (jak grubą warstwę) będzie zbierał frez.
Ja wpisałem największą możliwą.
Ty zrobisz jak uważasz.
-
paros
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 5
- Posty: 38
- Rejestracja: 20 paź 2006, 12:05
- Lokalizacja: małopolskie
dzięki.
Jeśli jeszcze można... Do frezowania w twardym drewnie (buk, dąb), przy założeniu, że maszyna "da radę" - prowadnice liniowe THK na śrubach kulowych, silniki 3 Nm, "mokry Chińczyk" 1,5 kW - jakie maksymalne posuwy i obroty wprowadzić dla obróbki wykańczającej (po uprzedniej obróbce zgrubnej frezem np. 6 mm)?
Jeśli jeszcze można... Do frezowania w twardym drewnie (buk, dąb), przy założeniu, że maszyna "da radę" - prowadnice liniowe THK na śrubach kulowych, silniki 3 Nm, "mokry Chińczyk" 1,5 kW - jakie maksymalne posuwy i obroty wprowadzić dla obróbki wykańczającej (po uprzedniej obróbce zgrubnej frezem np. 6 mm)?
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Nie mam najmniejszego pojęcia.paros pisze:jakie maksymalne posuwy i obroty wprowadzić dla obróbki wykańczającej (po uprzedniej obróbce zgrubnej frezem np. 6 mm)?
Każda maszyna, pomimo iż wiadomo jakie ma parametry pracy, i tak będzie pracowała inaczej.
Ja już od dawna nie pracuję jako frezer, więc brak kontaktu z (ogólnie pisząc) bezpośrednią praca na maszynie powoduje, że zwyczajnie nie mogę pomóc w tym zakresie.
Poza tym, ja od początku przygody z CNC pracowałem na znacznie, znacznie większej maszynie przemysłowej do drewna (Homag Venture 12) i po prostu nie mam doświadczenia z tak małymi maszynkami amatorskimi.
Proponuję zadać pytanie w dziale "Obróbka drewna" .
Zapewne któryś z kolegów udzieli właściwej odpowiedzi.
-
Dolce
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 6
- Posty: 501
- Rejestracja: 22 gru 2007, 23:54
- Lokalizacja: Polska
Cześć Andrzej 
Paros, jeśli masz standardowego chińczyka to maksymalne obroty jakie możesz ustawić to 24000obr/min (400Hz). Ustaw sobie na falowniku obroty pomiędzy 250 a 300Hz - czyli pomiędzy 15000 a 18000obr. W wyborze dokładnej częstotliwości pomoże Ci słuch Chodzi o to by wybrać taką częstotliwość z podanego wyżej zakresu, by wrzeciono jak najmniej "wyło".
Oczywiście możesz i więcej jeśli wrzeciono zgrabnie Ci pracuje.
Prędkość posuwu jest zależna również od skoku frezu ale tego chyba nie będziesz dawał zbyt dużego, bo ostrze ma średnicę zaledwie 0.5mm.
Na początek ustaw sobie posuw na 8-10mm, natomiast posuw pionowy na 4mm. Generalnie możesz spróbować szybszego posuwu (do 15mm) jeśli stwierdzisz, że frezik daje radę. Musi mieć jednak miejsce na wyrzucenie wióra. Jeśli frez będzie zagłębiał się "całkowicie" w materiał to może się zdarzyć, że ostrze się w nim "zakopie" i końcówka się ułamie.
To w zasadzie taki najgorszy moment pracy dla frezu (trudność z odrzuceniem wióra), oprócz oczywiście zbyt dużego, dla danego narzędzia, posuwu.
Maszynę masz na dobrych podzespołach (prowadnice THK, śruby kulowe) a silniki o mocy 3Nm do obróbki w drewnie, dla planowanych średnic frezów, też są wystarczające i to z zapasem.
Jeśli sztywność konstrukcji jest również dobra to przy zastosowaniu takiego narzędzia jakim chcesz się posłużyć do obróbki wykańczającej, problemem będą raczej możliwości samego frezu a nie maszyny.
Paros, jeśli masz standardowego chińczyka to maksymalne obroty jakie możesz ustawić to 24000obr/min (400Hz). Ustaw sobie na falowniku obroty pomiędzy 250 a 300Hz - czyli pomiędzy 15000 a 18000obr. W wyborze dokładnej częstotliwości pomoże Ci słuch
Oczywiście możesz i więcej jeśli wrzeciono zgrabnie Ci pracuje.
Prędkość posuwu jest zależna również od skoku frezu ale tego chyba nie będziesz dawał zbyt dużego, bo ostrze ma średnicę zaledwie 0.5mm.
Na początek ustaw sobie posuw na 8-10mm, natomiast posuw pionowy na 4mm. Generalnie możesz spróbować szybszego posuwu (do 15mm) jeśli stwierdzisz, że frezik daje radę. Musi mieć jednak miejsce na wyrzucenie wióra. Jeśli frez będzie zagłębiał się "całkowicie" w materiał to może się zdarzyć, że ostrze się w nim "zakopie" i końcówka się ułamie.
To w zasadzie taki najgorszy moment pracy dla frezu (trudność z odrzuceniem wióra), oprócz oczywiście zbyt dużego, dla danego narzędzia, posuwu.
Maszynę masz na dobrych podzespołach (prowadnice THK, śruby kulowe) a silniki o mocy 3Nm do obróbki w drewnie, dla planowanych średnic frezów, też są wystarczające i to z zapasem.
Jeśli sztywność konstrukcji jest również dobra to przy zastosowaniu takiego narzędzia jakim chcesz się posłużyć do obróbki wykańczającej, problemem będą raczej możliwości samego frezu a nie maszyny.
Ostatnio zmieniony 13 sie 2017, 22:32 przez Dolce, łącznie zmieniany 1 raz.
-
paros
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 38
- Rejestracja: 20 paź 2006, 12:05
- Lokalizacja: małopolskie
@Dolce.
Nie widziałem, że odpowiedziałeś - dzięki. Zanim to zobaczyłem, zrobiłem już pierwszą próbę, ale na mocno zawyżonych (w stosunku do Twoich) parametrach:
skok 0,4
obroty ok. 20 000 (jakieś 370Hz)
posuw poziomy 50 mm/sek
pionowy 20 mm/sek
Czy to, że nie urwałem freza (chyba) to wynik szczęścia w tym przypadku? Czy wynik frezowania (kiepski) był wynikiem powyższego - w załączniku "pdf" z oryginałem tego, co miało być? Czy frez bardziej się tępi w takich warunkach? Ten konkretny obrazek ma wymiary ok. 100 x 100 mm. Jakie frezy i ich parametry byłyby najlepsze do tej pracy? Czy konieczny jest frez zgrubny?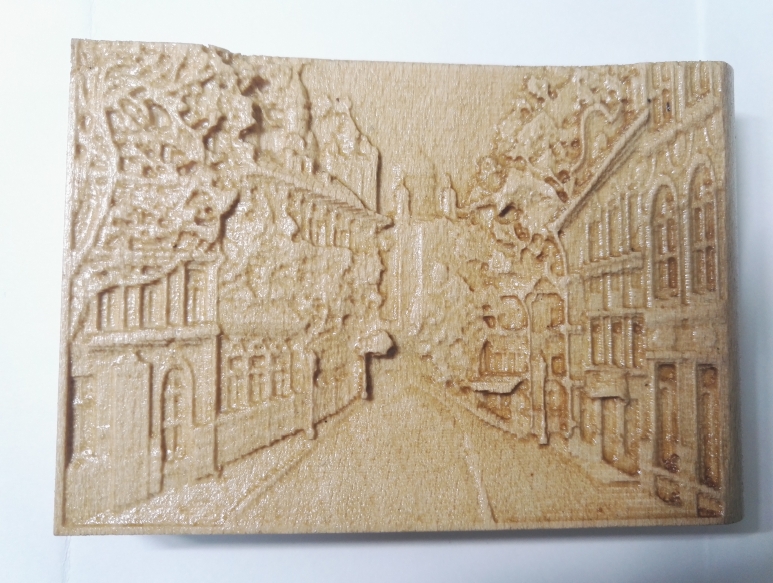
Nie widziałem, że odpowiedziałeś - dzięki. Zanim to zobaczyłem, zrobiłem już pierwszą próbę, ale na mocno zawyżonych (w stosunku do Twoich) parametrach:
skok 0,4
obroty ok. 20 000 (jakieś 370Hz)
posuw poziomy 50 mm/sek
pionowy 20 mm/sek
Czy to, że nie urwałem freza (chyba) to wynik szczęścia w tym przypadku? Czy wynik frezowania (kiepski) był wynikiem powyższego - w załączniku "pdf" z oryginałem tego, co miało być? Czy frez bardziej się tępi w takich warunkach? Ten konkretny obrazek ma wymiary ok. 100 x 100 mm. Jakie frezy i ich parametry byłyby najlepsze do tej pracy? Czy konieczny jest frez zgrubny?
- Załączniki
-
- miasto.pdf
- (433.83 KiB) Pobrany 226 razy






