



@gucyk8
To nie jest plik generowany przez Artcama.
Daj tego od Artcama, to zobaczymy czy wszystko OK.
Wybierz postprocesor Axyz(*.nc), zapisz i w takiej formie wyślij na forum (oczywiście spakowany np. do RAR-a)
ploter frezyjacy odwrotnie frezuje reliefy stworzone wartcam


-
lajosz
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
To prawda (sprawdzałem w Piko CNC), ale nie zmienia to faktu, że ten podesłany przez gucyk8 nie jest wygenerowany przez Artcama.MlKl pisze:Plik jest prawidłowy - wypukły. Szukaj przyczyny w konfiguracji maszyny
Poza tym, moim zdaniem tego typu obróbka (najpierw w X, potem w Y) jest po prostu niepotrzebna i optymalnie mogłaby wyglądać np. tak:
Poniższy obrazek to oczywiście tylko przykład.

Czyli najpierw zbieramy "mięso" jakimś dużym frezem, a następnie "rzeźbimy" tylko sam relief jakimś malutkim kulowym.
Oszczędzamy w ten sposób czas i energię.
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Co jest o tyle ciekawe, że przecież w gotowym G-Code, określona jest wysokość jałowych przebiegów nad materiałem tudzież wysokość punku startowego w Z, więc logicznie rozumując, skoro wszystko jest odwrócone, to maszyna powinna na dzień dobry przydzwonić w materiał albo chociaż zgłosić błąd, że nie pojedzie poniżej wysokości stołu.MlKl pisze:G-code, jaki wrzucił jest poprawny, a maszyna robi jego lustro w zetce.
Ciekawy przypadek.
-
gucyk8
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 8
- Posty: 19
- Rejestracja: 29 paź 2013, 13:47
- Lokalizacja: Nowy Targ
wiec tak jezeli chce zeby maszyna frezowała w materiale misze ustawic punkt zerowy w materiale tzn musze najpierw wwiercic sie w materiał na głebokość reliefu zeby cokolwiek stowrzyła jezeli ustawie punkt zero zaraz przy materiale relief wykonuje sie w powietrzu i w odbiciu lustrzanym. dzwoniłem do producenta i powiedzieli mi ze z maszyną jest wsszstko ok tylko plik zle przygotowany. jezeli wykonałem relief odwrotnie to maszyna robi to dobrze ale trudno wykonywac takie projekty.
ma ktos jakis pomysł?
ma ktos jakis pomysł?
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
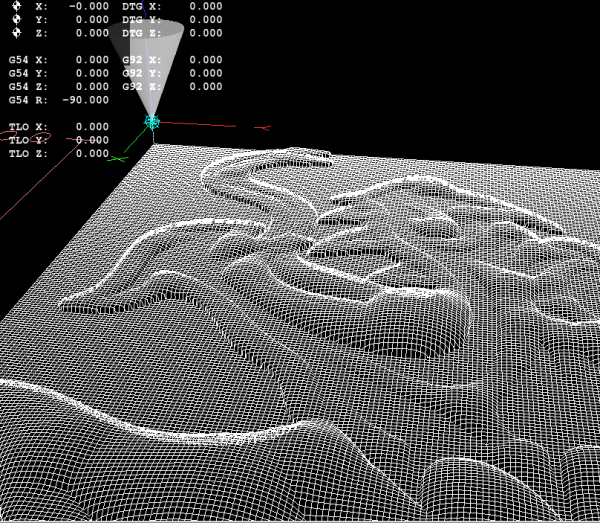
Plik jest prawidłowy - materiał ma mieć więcej jak 7 mm grubości, zero zetki na powierzchni materiału. Nie znam wynalazków, których do sterowania maszyną używasz - plik wczytałem do LinuxCNC bez problemu, i jak widać na zrzucie ekranu wykona się prawidłowo.
Nie potrafię sobie wyobrazić celowości przeobrażania reliefu w negatyw w zależności od ustawienia offsetu dla zetki. Chyba, że ty za każdym razem przestawiasz zero maszynowe, i maszyna ci próbuje wykonać plik do góry nogami...
Nie potrafię sobie wyobrazić celowości przeobrażania reliefu w negatyw w zależności od ustawienia offsetu dla zetki. Chyba, że ty za każdym razem przestawiasz zero maszynowe, i maszyna ci próbuje wykonać plik do góry nogami...
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Kolego gucyk8.
Jak piszesz jakiegoś posta, to warto używać znaków interpunkcyjnych bo nie za bardzo wiadomo o co Ci chodzi.
Poza tym, jeśli to nie problem, to wrzuć tu plik .nc wygenerowany przez Artcama.
@MlKl
Ja oczywiście wiem, że skoro G-Code wygląda na prawidłowy i tak też się powinien wykonać, to nie ma specjalnie sensu umieszczać go tu drugi raz, ale widziałem już przeróżne rzeczy które wydawałoby się są normalne.
Dlatego chciałbym widzieć ten plik bezpośrednio z Artcama bo ten który przesłał gucyk8 NA PEWNO nie był generowany przez Artcama (kompletnie inny nagłówek i składnia G-Code)
Jak piszesz jakiegoś posta, to warto używać znaków interpunkcyjnych bo nie za bardzo wiadomo o co Ci chodzi.
Poza tym, jeśli to nie problem, to wrzuć tu plik .nc wygenerowany przez Artcama.
@MlKl
Ja oczywiście wiem, że skoro G-Code wygląda na prawidłowy i tak też się powinien wykonać, to nie ma specjalnie sensu umieszczać go tu drugi raz, ale widziałem już przeróżne rzeczy które wydawałoby się są normalne.
Dlatego chciałbym widzieć ten plik bezpośrednio z Artcama bo ten który przesłał gucyk8 NA PEWNO nie był generowany przez Artcama (kompletnie inny nagłówek i składnia G-Code)
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
@gucyk8
W załączniku plik z Artcama.
Taki próbny.
Jest to po prostu cześć kuli (półkole)
Odpal go na próbę na swojej maszynie i sprawdź czy również będzie odbity w Z.
Jeśli tak, to nie mam pomysłu co może być nie tak, ale nadal obstawiam ustawienia programu sterującego, sterownika maszyny, albo niewłaściwe podłączenie.
Jeśli natomiast wszystko będzie OK, to napisz tu na forum, a odpowiem Ci co było nie tak z programem generowanym przez Artcam.
W załączniku plik z Artcama.
Taki próbny.
Jest to po prostu cześć kuli (półkole)
Odpal go na próbę na swojej maszynie i sprawdź czy również będzie odbity w Z.
Jeśli tak, to nie mam pomysłu co może być nie tak, ale nadal obstawiam ustawienia programu sterującego, sterownika maszyny, albo niewłaściwe podłączenie.
Jeśli natomiast wszystko będzie OK, to napisz tu na forum, a odpowiem Ci co było nie tak z programem generowanym przez Artcam.






