



trzpień do ustawiania geometri wrzeciona tokarki cnc
-
tomekmycz
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 9
- Rejestracja: 31 mar 2015, 10:29
- Lokalizacja: Koszalin
trzpień do ustawiania geometri wrzeciona tokarki cnc
Witam, może ktoś podpowie gdzie mogę kupić trzpień do ustawiania geometrii wrzeciona? długość 300mm srednica podziałowa otworów do mocowania fi75 otwory fi7.
Tagi:


-
m.j.
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Jaki stożek ma gniazdo wrzeciona? Jeśli Morse'a to musisz kupić odpowiedni trzpień na stożku Morsea. Gdzie? Tutaj jest gorzej. Ja do Tumki25 wyhaczyłem na olx za rozsądne pieniądze (dokładnie to 200PLN+pp). Z tego co piszesz to zrosumiałem że chciałeś zamocować trzpień do tarczy zabieraka wrzeciona tokarki? Nie słyszałem o takim sposobie choć w dziedzinie obróbki jestem samoukiem i pewnie o wielu, wielu rzeczach jeszcze nie słyszałem 
tutaj przykładowy trzpień kontrolny na stożku Morse'a:
http://narzedziomis.pl/trzpien-kontroln ... 0x310.html
tutaj przykładowy trzpień kontrolny na stożku Morse'a:
http://narzedziomis.pl/trzpien-kontroln ... 0x310.html
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Trzpienie pomiarowe z chwytem Morse'a do mocowania w stożku wrzeciona znajdzie kolega tu (2 MT TEST BAR, 3 MT TEST BAR, 4 MT TEST BAR, 5 MT TEST BAR)
http://www.chronos.ltd.uk/acatalog/Quic ... posts.html
a gdyby był potrzebny większy chwyt(6 MT, 7 MT) to można dać też przez skróconą tuleję redukcyjną.
W zastępstwie dedykowanego trzpienia można też użyć całoszlifowanego trzpienia wytaczadła PTW (prod. HCP CEGIELSKI-POZNAŃ) o odpowiednim chwycie Morse'a i możliwie długiej części walcowej, oraz najlepiej średnicy ≥20mm (im dalej od wrzeciona mierzymy, tym dokładniejsze będą wskazania, a duża średnica raczej gwarantuje, że nie będzie krzywa od używania). A poza tym można go używać zgodnie z przeznaczeniem.
http://allegro.pl/wytaczadlo-ptw3-4x25x ... 73609.html ( http://allegro.pl/listing/listing.php?b ... zad%C5%82o )

Mam dokładnie taki jak ten z linku i mierzy się nim idealnie,
Nawet sam byłem zdziwiony wynikiem pomiaru bicia stożka i wrzeciona mojej Bernardo w odległości 230mm od jego końcówki.
[youtube][/youtube]
Rada: chwyt należy wbić w gniazdo(ręką oczywiście) by się zassało, a przedtem bardzo dokładnie oczyścić i gniazdo i chwyt, nawet z oleju. Jeżeli pomiar wykazuje bicie, to należy zaznaczyć punkt największej odchyłki, wbić trzpień powtórnie przedtem obracając go o 180°, co powinno skutkować takim samym uchybem po drugiej stronie niż zaznaczony punkt, Daje nam to pewność, że to faktycznie gniazdo lub wrzeciono bije, a nie sam trzpień, bo jest źle włożony lub krzywy.
http://www.chronos.ltd.uk/acatalog/Quic ... posts.html
a gdyby był potrzebny większy chwyt(6 MT, 7 MT) to można dać też przez skróconą tuleję redukcyjną.
W zastępstwie dedykowanego trzpienia można też użyć całoszlifowanego trzpienia wytaczadła PTW (prod. HCP CEGIELSKI-POZNAŃ) o odpowiednim chwycie Morse'a i możliwie długiej części walcowej, oraz najlepiej średnicy ≥20mm (im dalej od wrzeciona mierzymy, tym dokładniejsze będą wskazania, a duża średnica raczej gwarantuje, że nie będzie krzywa od używania). A poza tym można go używać zgodnie z przeznaczeniem.
http://allegro.pl/wytaczadlo-ptw3-4x25x ... 73609.html ( http://allegro.pl/listing/listing.php?b ... zad%C5%82o )
Mam dokładnie taki jak ten z linku i mierzy się nim idealnie,
Nawet sam byłem zdziwiony wynikiem pomiaru bicia stożka i wrzeciona mojej Bernardo w odległości 230mm od jego końcówki.
[youtube][/youtube]
Rada: chwyt należy wbić w gniazdo(ręką oczywiście) by się zassało, a przedtem bardzo dokładnie oczyścić i gniazdo i chwyt, nawet z oleju. Jeżeli pomiar wykazuje bicie, to należy zaznaczyć punkt największej odchyłki, wbić trzpień powtórnie przedtem obracając go o 180°, co powinno skutkować takim samym uchybem po drugiej stronie niż zaznaczony punkt, Daje nam to pewność, że to faktycznie gniazdo lub wrzeciono bije, a nie sam trzpień, bo jest źle włożony lub krzywy.
pozdrawiam,
Roman
Roman
-
Areo84
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1005
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
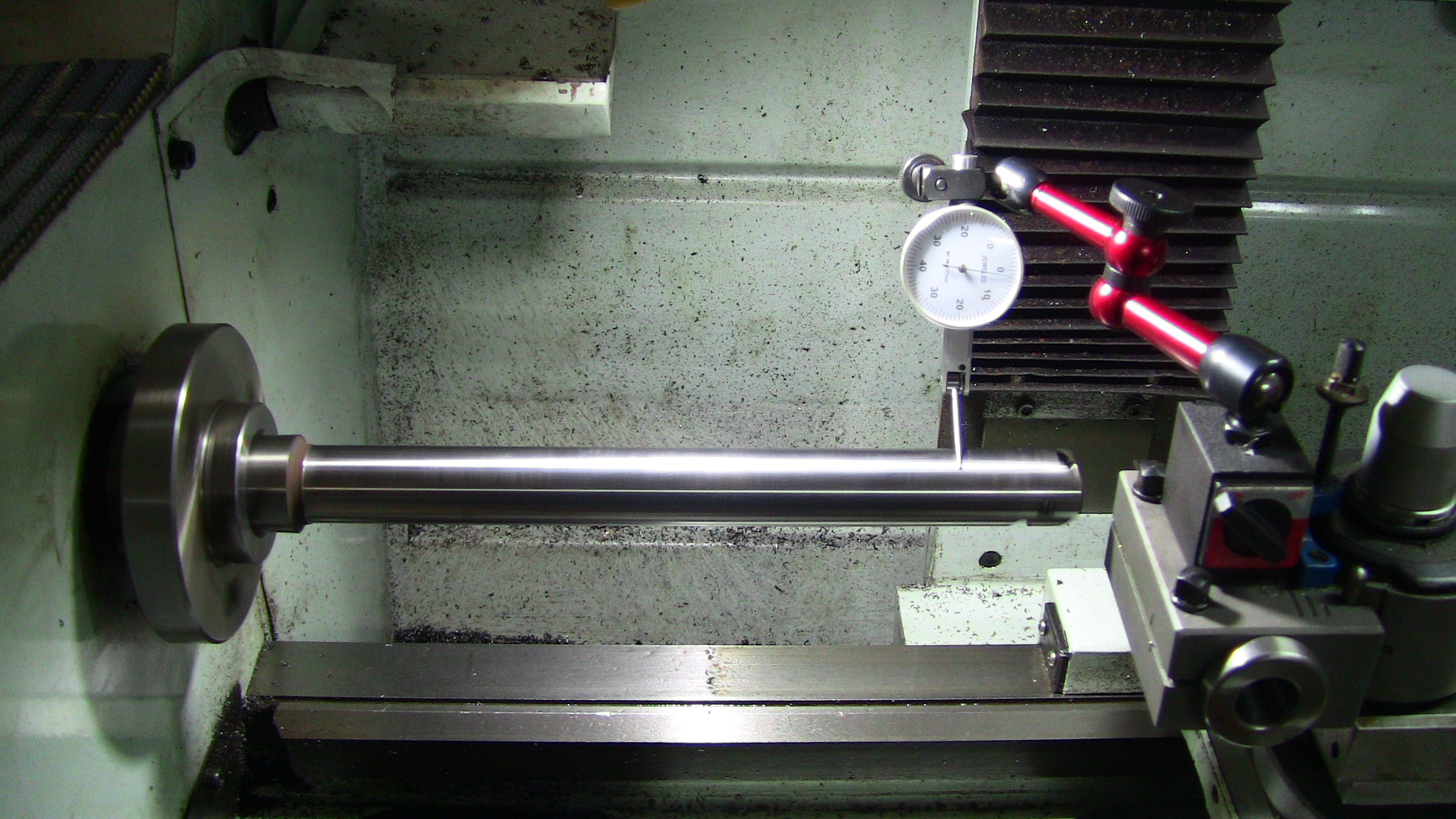
Cylindrycznym wałkiem mocowanym w uchwyt nawet z dowolnym biciem też można ustawić wrzeciennik. Ja posługiwałem się ostatnio z powodzeniem kawałkiem prowadnicy liniowej ø30mm, ale może być tez zwykły wałek zatoczony w dwóch miejscach w pewnej odległości od siebie , zatoczenia nawet nie muszą być o identycznych średnicach, aby tylko były w miarę gładkie (żeby czujnik nie skakał) i współosiowe - najlepiej z jednego mocowania.
Stawiamy czujnik na suport. Odznaczamy na wałku dwa miejsca w których będziemy przykładać czujnik. Ważne żeby dokładnie najeżdżać za każdym razem czujnikiem w to same miejsca na wałku . Bierzemy czujnik i mierzymy bicie wałka w jednym zaznaczonym miejscu pomiaru . Powiedzmy bicie to 0,2mm. Ustawiamy dokładnie zero na czujniku tak żeby wskazówka wychylała się względem niego symetrycznie 0,1mm w jedną i w drugą stronę. Jedziemy suportem (wraz z czujnikiem) w drugi oznaczony punkt pomiarowy. Tu bicie będzie zapewne inne, ale patrzymy tylko czy wskazówka wychyla się też symetrycznie względem zera. Jęsli tak jest to oś obrotu wrzeciona jest równoległa do prowadnic, czyli wrzeciono mamy ustawione .
Oczywiście trzeba to robić z możliwie największą dokładnością.
Jak tak ustawiałem w swojej tokarce gdzie stożek wrzeciona jest metryczny 80 i kupno trzpienia byłoby ciężkim tematem.
Było gdzieś już na forum o tym.
Stawiamy czujnik na suport. Odznaczamy na wałku dwa miejsca w których będziemy przykładać czujnik. Ważne żeby dokładnie najeżdżać za każdym razem czujnikiem w to same miejsca na wałku . Bierzemy czujnik i mierzymy bicie wałka w jednym zaznaczonym miejscu pomiaru . Powiedzmy bicie to 0,2mm. Ustawiamy dokładnie zero na czujniku tak żeby wskazówka wychylała się względem niego symetrycznie 0,1mm w jedną i w drugą stronę. Jedziemy suportem (wraz z czujnikiem) w drugi oznaczony punkt pomiarowy. Tu bicie będzie zapewne inne, ale patrzymy tylko czy wskazówka wychyla się też symetrycznie względem zera. Jęsli tak jest to oś obrotu wrzeciona jest równoległa do prowadnic, czyli wrzeciono mamy ustawione .
Oczywiście trzeba to robić z możliwie największą dokładnością.
Jak tak ustawiałem w swojej tokarce gdzie stożek wrzeciona jest metryczny 80 i kupno trzpienia byłoby ciężkim tematem.
Było gdzieś już na forum o tym.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Przeanalizowałem co kolega napisał, i mam jedno zastrzeżenie: w ten sposób (mocując gotowy wałek w uchwycie) nie stwierdzi kolega przekoszenia osi wrzeciona do osi łoża, bo nie mamy żadnej pewności czy jest to bicie samego wrzeciona, czy bicie na mocowaniu uchwytu do końcówki wrzeciona, czy bicie spowodowane nieidealnym zejściem szczęk w uchwycie. Albo kilku czy wszystkich tych możliwości razem. Czyli dla metrologii praktycznie nic nie wiemy..Areo84 pisze:patrzymy tylko czy wskazówka wychyla się też symetrycznie względem zera. Jęsli tak jest to oś obrotu wrzeciona jest równoległa do prowadnic, czyli wrzeciono mamy ustawione .
To już bardziej miarodajne dla stwierdzenia osiowości wrzeciona i łoża byłoby zatoczenie w miarę sztywnego wałka na większej długości, i zmierzenie czy ciągnie stożek (bo oś obrotu dla wrzeciona i wałka jest ta sama, a wpływu bicia powyższych miejsc na oś obrotu zatoczonego wałka tu nie będzie).
pozdrawiam,
Roman
Roman
-
tomekmycz
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 9
- Rejestracja: 31 mar 2015, 10:29
- Lokalizacja: Koszalin
Panowie ja nie potrzebuje trzpienia na stożku morsa. Ostatnio nasi operatorzy mieli szkolenie ustawiania geometrii na ctx310 oraz nef410, serwisant który prowadził szkolenie przekazał mi narzędzia które są wymagane do ustawienia geometrii - dwie flansze, zarówno do ctx jak i nefa które po zdjęciu uchwytu tokarskiego mocujemy za pomocą 6 śrub, następnie do danej flanszy mocujemy trzpień który wolałbym kupić. Trudno jest mi wykonać wałek o średnicy fi40 oraz długości 300 mm w tolerancji do 0,005mm oczywiście uwzględniając tolerancję prostoliniowosci. Moim zdaniem do takiej roboty wskazana jest szlifierka sterowana numerycznie.
Lecz podsuwa mi sie pomysł
Zakupić trzpień z chwytem Morsa, odciąć stożek (oczywiście uzależnione jest to od rodzaju i twardosci materiału) następnie wytoczyć krążek na którym pozniej wyfrezowac kieszeń kołową o srednicy trzepienia (oczywiscie w plusie), umieścić trzpień w kieszeni, pospawać i wyszlifować. Następnie zamocować uchwyt tokarski na frezarce, Trzpień wsadzic w uchwyt i na drugiej stronie krążka frezować wyspę kołową (potrzebna do pasowania z flanszą) oraz wiercic otwory o srednicy podzialowej takiej samej jak srednica podziałowa gwintów na flanszy,
Co o tym myślicie ?
Lecz podsuwa mi sie pomysł
Zakupić trzpień z chwytem Morsa, odciąć stożek (oczywiście uzależnione jest to od rodzaju i twardosci materiału) następnie wytoczyć krążek na którym pozniej wyfrezowac kieszeń kołową o srednicy trzepienia (oczywiscie w plusie), umieścić trzpień w kieszeni, pospawać i wyszlifować. Następnie zamocować uchwyt tokarski na frezarce, Trzpień wsadzic w uchwyt i na drugiej stronie krążka frezować wyspę kołową (potrzebna do pasowania z flanszą) oraz wiercic otwory o srednicy podzialowej takiej samej jak srednica podziałowa gwintów na flanszy,
Co o tym myślicie ?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Ze spawaniem to ja bym się zastanowił, zawsze gdzieś coś ściągnie czy się wygnie, i jeśli nie ma być dalej obrabiane to marnie to widzę.
To już lepiej obmyśleć i zrobić przyrząd z wałkiem na wcisk, przecież do pomiaru nie potrzeba używać wielkich sił. A wałek zamiast obcinać chwyt wytaczadła czy pomiarowego, to można zastosować od łożysk liniowych.
To już lepiej obmyśleć i zrobić przyrząd z wałkiem na wcisk, przecież do pomiaru nie potrzeba używać wielkich sił. A wałek zamiast obcinać chwyt wytaczadła czy pomiarowego, to można zastosować od łożysk liniowych.
pozdrawiam,
Roman
Roman






