#10
Post
napisał: Vagabundo » 07 mar 2013, 21:47
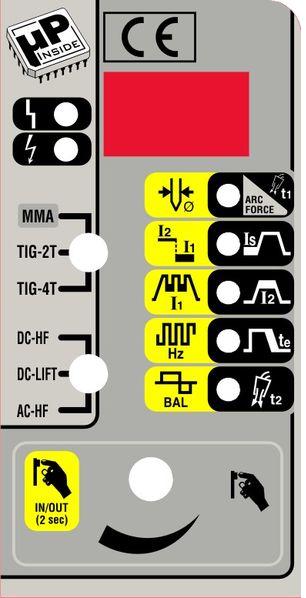
MMA - elektroda otulona
TIG - 2T dwutakt
TIG - 4T czterotakt
to do TIG
DC-HF - prąd stały zajarzenie przez jonizator
DC LIft - prąd stały zajarzenie przez potarcie elektrody o materiał
AC-HF - prąd zmienny zajarzenie przez jonizator
ARC FORCE - "dynamika łuku" - skracaniu długości łuku towarzyszy wzrost prądu spawania, co powoduje stabilizowanie łuku, niezależnie od jego długości. Zmniejszenie wartości funkcji daje łuk miękki i mniejszą głębokość wtopu, natomiast zwiększenie wartości funkcji powoduje głębsze wtopienie i możliwość spawania krótkim łukiem. Działanie funkcji ARC FORCE polega na zwiększeniu mocy dostarczanej do łuku w momencie zwierania elektrody i materiału przez kroplę roztopionego metalu, co powoduje szybkie przemieszczenie kropli i zapobiega zwarciu.
Przy ustawionej dużej wartości funkcji ARC FORCE można spawać "wciskając" elektrodę w jeziorko roztopionego metalu, utrzymując łuk o minimalnej długości i dużą prędkość topienia elektrody
Adam - podobno czasem i spawacz...
Jestem przedstawicielem chaosu.
I wiesz, co jest najważniejsze w chaosie?
Jest sprawiedliwy...- Joker





 [img]
[img]

")
")
")