



Pytanie



-
cncc
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 6
- Rejestracja: 05 sie 2013, 14:11
- Lokalizacja: Lubuskie
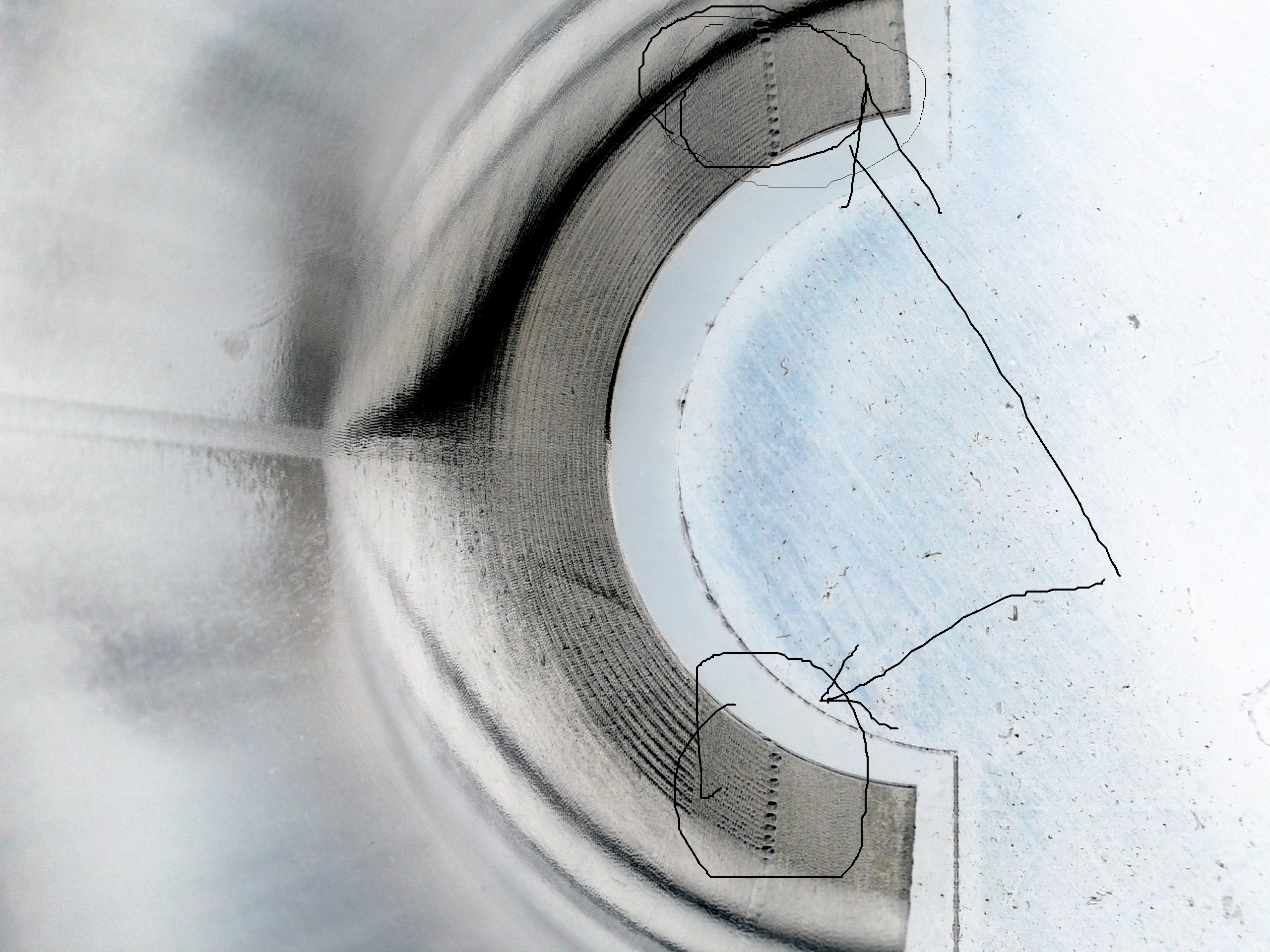
Tzn chodzi bardziej o te zabki, jaka przyczyne okreslilbys tych zabkow, bo te linie to masz racje wygladaja na ugiecie freza. Ale od poczatku na kazdej formie wyskakuja zabki przez caly ksztalt butelki w postacii linii na jednakowej wysokosci, tzn. na poczatku byly to linie, przez proby zniwelowania tego poprzez rozne sposoby obrobki w EC przeszlo z linii na zabki, te linie po luku wystapily jednorazowo.
-
malpa500000
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
cncc
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 6
- Rejestracja: 05 sie 2013, 14:11
- Lokalizacja: Lubuskie
Wlasnie sciezki narzedzia w EC sa ok. Maszyna to haas vf2. Parametry roznie przewaznie w granicach 1.2-1.5 m/min a obroty w granicach 4.5 tys, frez fi 10 kula to tez roznie, material to duraluminium bodajze, to chyba Pa9. Odrzucilbym luzy maszyny, moze sztywnosc ale to tez raczej nie, moze wina lezy w tulejkach zaciskowych? uzywam ER32, a maja one chyba najwieksze bicie z mocowan narzedzi. Jeszcze co do EC i programu, to uzywam profilowania a potem wierszowanie, lecz przejscie z profilowania na wierszowanie bylo zawsze ponizej tych zabkow/linii.
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
a zwolnij troche posuw mi to wyglada albo na luzy albo maszyna nie nadąża... zrób prit screna z tego miejsca w ec tez uzywam profilowania i wierszowania i jest okej ale mamy też maszyny ktore powyzej f1200mm glupieją i zacinają... zmień wyjscia wejscia dodaj cos promienia i długosci zeby wychodziło z materiału.
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Zakładam, że frez wychodzi poza krawędź materiału: sprawdź, czy podcięcia nie pokrywają się z długością na jaką jest przeostrzone pióro freza (część robocza). Jeśli tak, spróbuj użyć freza z obniżoną średnicą za częścią roboczą lub freza z dłuższą częścią roboczą.
Nawiasem mówiąc przydatne by było jak byś wrzucił wygląd ścieżki freza (narzędzia) czy jak tam się to nazywa w Edge Camie. Chodzi mi o obrazek jak w tym temacie https://www.cnc.info.pl/topics103/conto ... t48863.htm
Nawiasem mówiąc przydatne by było jak byś wrzucił wygląd ścieżki freza (narzędzia) czy jak tam się to nazywa w Edge Camie. Chodzi mi o obrazek jak w tym temacie https://www.cnc.info.pl/topics103/conto ... t48863.htm
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk






