Witam
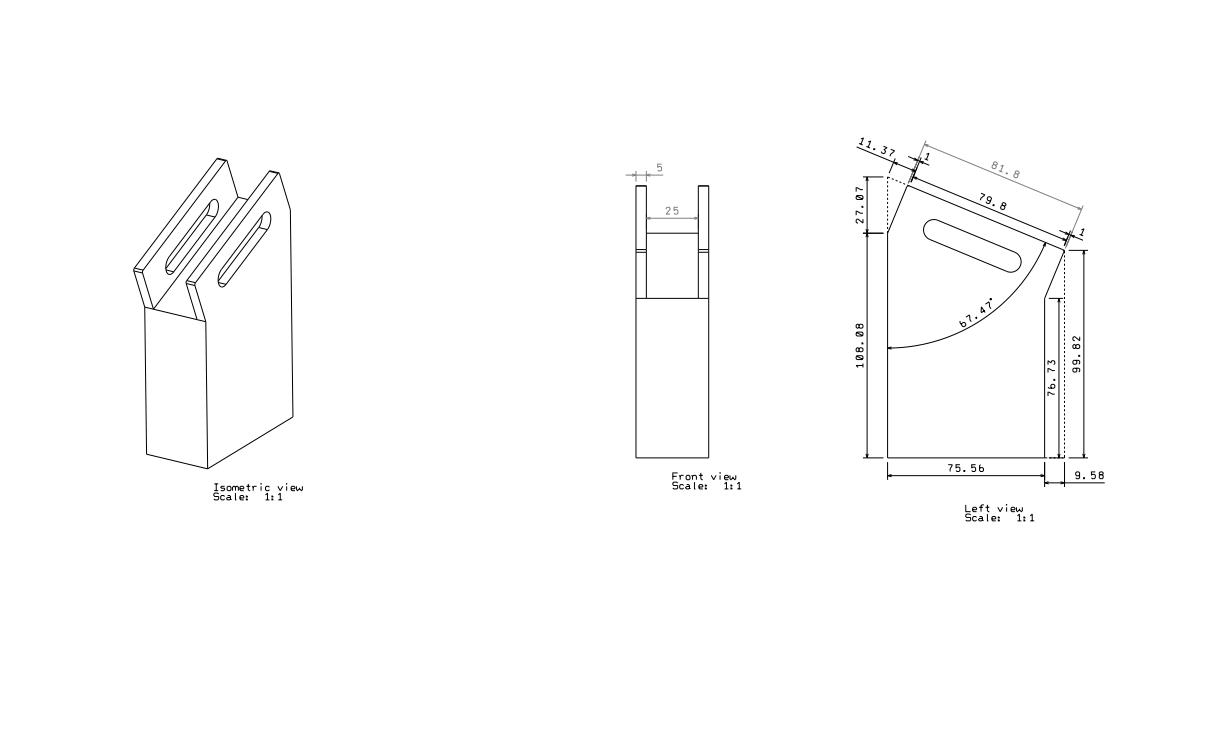
Poprawiłem zdjęcie w pierwszym poście także jest teraz lepszej jakości (widać wymiary).
Rowek jest zawsze w przekroju kwadratu (głębokość i szerokość mają ten sam wymiar).
Frez teowy czyli tarczowy? Słyszałem że przy pracy takim frezem występują duże siły?
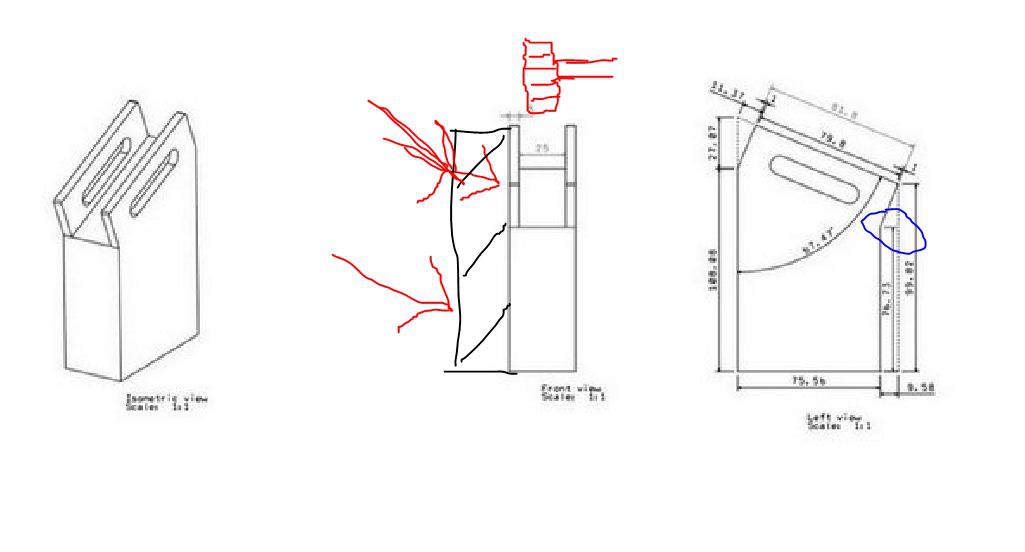
burzaxxx pisze:zaznaczone na niebiesko ciężko będzie uzyskać jeśli chodzi o kąt ostry - może liznąć frezem 4mm? aby było R2?
Kątu ostrego nie musi tam być, w sumie w rowku także mógłby być delikatny promień powiedzmy że R6.
Myślałem podobnie to robić jak Ty, z tym że po zrobieniu konturu w następnym zamocowaniu splanowałbym naddatek zostawiony do mocowania w pierwszej operacji, a ostatnie zamocowanie to byłoby wierszowanie rowka przy kostce zamocowanej podstawą na stojąco w imadle - rysunek o co mi chodzi poniżej.
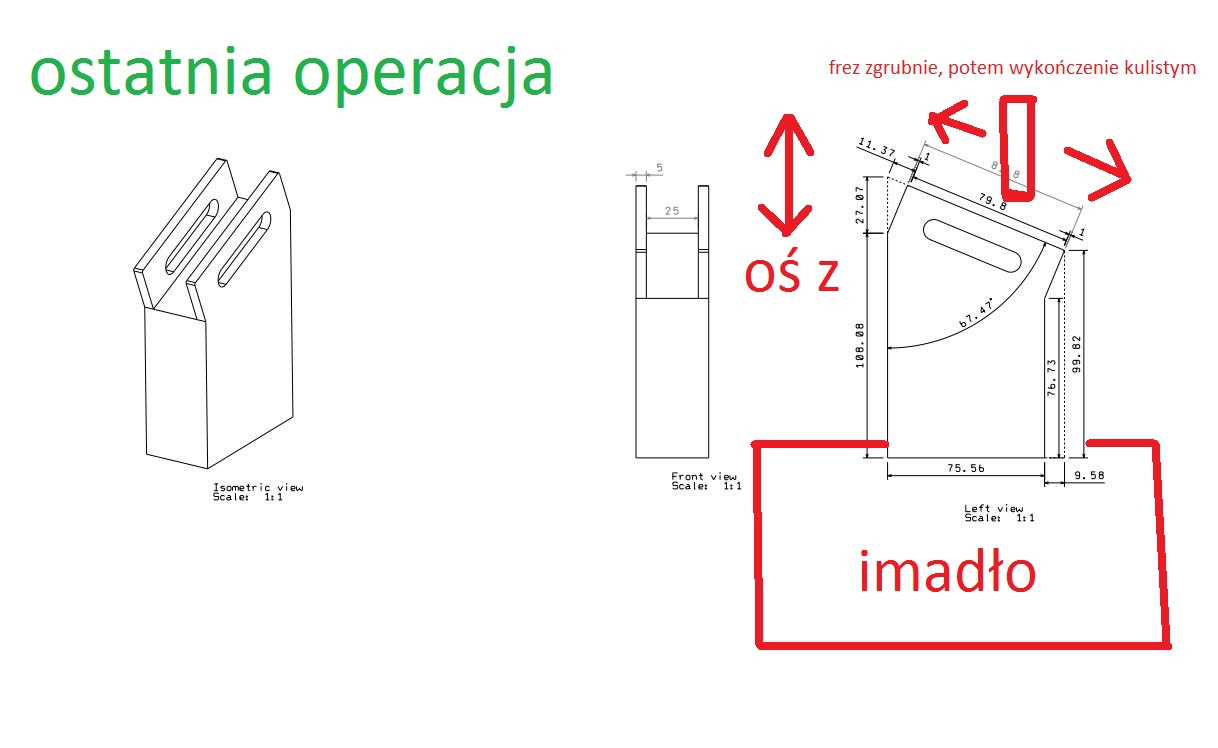
1) Moje pierwsze pytanie jest takie : czy to co myślę jest do zrealizowania (wierszowaniem) i czy możliwa jest tak gładka powierzchnia dna rowka jak gdyby kostka była ułożona tak, że rowek robiłby frez walcowo-czołowy pracując równolegle do dna rowka (tak ja to teraz robię - czyli po każdym przejeździe frezu mam idealną powierzchnię jak z planowania.
2) Czy robiąc rowek tak jak proponuję kostka musi stać tak, że jej podstawa jest równoległa do spodu imadła (jak na rysunku powyżej) czy mogę ją dowolnie pochylić żeby zbliżyć się do potrzebnego kąta, tak żeby wierszowanie było jak najbardziej zbliżone do pracy równoległej do dna rowka. Czy mogę wtedy to pochylenie zrobić na "pałę" i zmierzyć to sondą detalu (żeby kompensować potrzebny kąt do tego który ma kostka w imadle)? Czy przy takim układzie zrobię wszystko z poziomu maszyny czy wkraczać już musi CAM do wierszowania po kącie?
Generalnie założenie jest takie żeby na CNC nie robić tylu przemocowań i ustawień które robię wykonując te elementy na konwencjonalnej frezarce, bo jak mi dojdzie jeszcze do tego programowanie maszyny to okaże się że na CNC potrwa to dłużej.




")


")

")






