



")
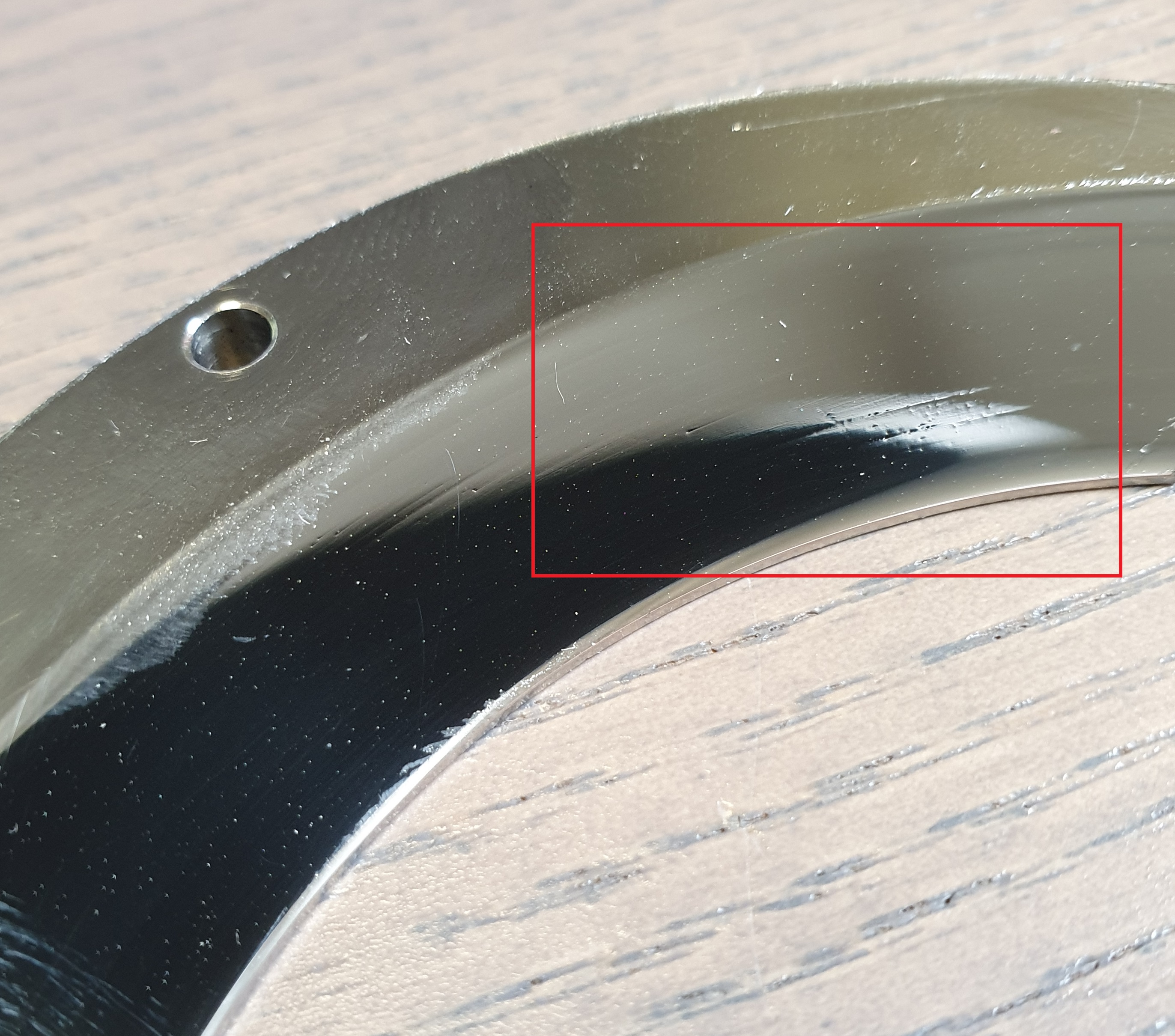
Mam problem związany z wytwarzaniem zwierciadeł stożkowych. Poniższe zdjęcie przedstawia gotowe zwierciadło.

Powierzchnia zwierciadlana to ta z wewnętrznego stożka. Tutaj zwierciadło trochę zatłuszczone
Zwierciadło ma być wykorzystywane w przemyśle farmaceutycznym dlatego też postanowiono wykonać je ze stali AISI 316. Po obróbce skrawaniem i po polerowaniu ręcznym przy użyciu proszku diamentowego, na powierzchni zwierciadła widoczne są wtrącenia w postaci "kropek, plamek" (zdjęcie poniżej).
Czy te wtrącenia mogą wynikać ze złej jakości zastosowanego materiału? Może należy zastosować inny rodzaj stali chirurgicznej, łatwiejszej do toczenia/frezowania?
Drugim problemem są głębokie ślady po toczeniu na powierzchni zwierciadła.
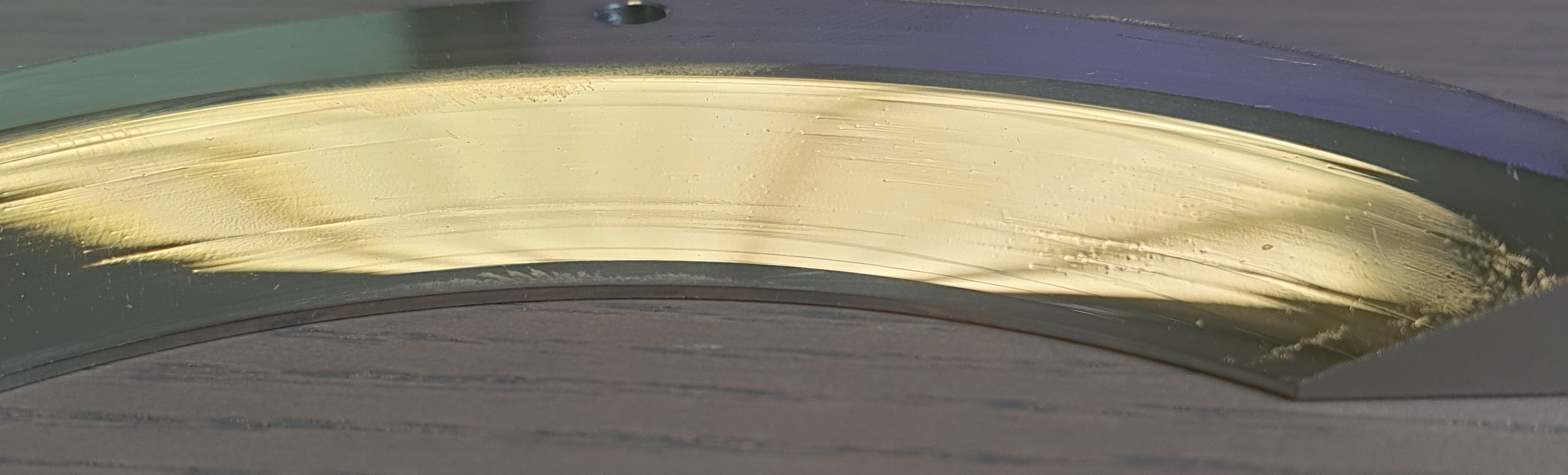
Z czego może to wynikać? Błąd operatora maszyny? Sztywność maszyny, zamocowania przedmiotu obrabianego? W wersji z aluminium nie było widać takich śladów. Może operator wykonywał tą powierzchnię na kilka razy, czy możliwe jest wykonanie tego stożka przy pomocy noża o długiej krawędzi skrawającej?
Może ktoś z was będzie w stanie pomóc mi z tym problemem. Chętnie również nawiązałbym współpracę z kimś, kto wykona porządnie półprodukt pod takie zwierciadło. A po ręcznym spolerowaniu należy zwierciadło odpowiednio rozciąć na dwie części.
Chętnie również porozmawiam na temat innych technologii wykonywania bardzo dobrej jakości zwierciadeł jak to opisane przeze mnie. Naparowywanie próżniowe przychodzi mi na myśl, może ktoś z was wykonywał to na takich materiałach?
Z góry serdecznie dziękuję za pomoc.
Pozdrawiam.



")
")







