



")
Witam wszystkich na forum.
Mój problem polega na toczenie małych średnic na dosyć dużej odległości mianowicie od fi 6 do fi 10 L=180. Wykonanie w tolerancji g6, materiał nierdzewka. Czy jest w ogóle szansa wytoczyc takie coś czy tylko szlifierka wchodzi w grę? Podjąłem już pewne próby ale nawet na fi 10 nie wychodzi. Obróbka z podparciem bez podtrzymki, tylko koń.
Toczenie małych średnic


")
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Toczenie małych średnic
Możesz spróbować przy pomocy takiego urządzonka,(ostatnio widziałem w Chronos.co.uk Small Diameter Turning Tool SDTT https://www.chronos.ltd.uk/engineering- ... rd-lathes/ albo zrobić samemu )
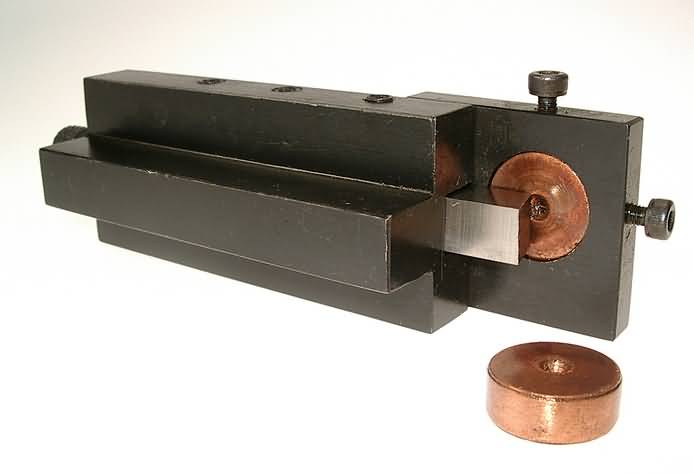


http://madmodder.net/index.php?topic=62 ... t=next#new
Jest to jakby pseudo podparcie jak konikiem czy okularem, tylko dookólne i bardzo blisko ostrza noża, co zapobiega wyboczeniom materiału, które przesuwa się wraz z nożem.
Ustawiania będzie sporo, bo najpierw trzeba bardzo dokładnie otwór miedzianego "oczka" ustawić w osi toczenia zarówno w płaszczyźnie poziomej jak i pionowej. W przeciwnym razie dosuwająca się blisko do uchwytu tokarskiego podpora będzie nam coraz bardziej wyginała w bok toczony pręt aż do jego pogięcia lub urwania (chyba, że będziemy zataczać długi pręt z dala od uchwytu, wtedy niewielkie wygięcie nie będzie bardzo znaczące dla cylindryczności przetoczenia ale będzie wyrabiać 'oczko").
Można centrować oczko za pomocą zatoczonego w uchwycie (na średnicę otworu) pręta, lub za pomocą kła konika jeśli dobrze scentrowany, albo umocowanego w kłach pręta przewleczonego przez oczko)
Także dlatego, że tolerancja mała a nóż przesuwasz śrubką bez skali w tym przyrządziku (nie ruszając raz ustawionych wg centrum "oczka" sań poprzecznych).
Najlepiej ustawiać przybranie noża za pomocą czujnika opartego o jego przód, bo wiadomo w setkach czy mikronach ile przybiera, ale jak już raz ustawisz, to możesz bez ruszania serię trzaskać aż do stępienia noża(chyba, że składak), lub wymiany wyrobionego 'oczka"...
zaletą tego jest, że można w ten sposób toczyć bardzo długie i cienkie pręty o równej średnicy. Jeśli pomiar mikrometrem wskazywałby, że toczony pręt jednak ciągnie znikomy stożek, to trzeba skorygować wg kierunku stożka ustawienie osi otworu "oczka" najlepiej też za pomocą czujnika. (wtedy ustawianie w/g kierunku ciągnięcia stożka adekwatne jak przy toczeniu wałka w kłach)
Ewentualnie

https://www.model-engineer.co.uk/forums ... ?th=102616
obobka-na-tokarce-dla-czego-taka-powier ... 20-30.html
toczenie-preta-fi-12-t90754.html
http://madmodder.net/index.php?topic=62 ... t=next#new
Jest to jakby pseudo podparcie jak konikiem czy okularem, tylko dookólne i bardzo blisko ostrza noża, co zapobiega wyboczeniom materiału, które przesuwa się wraz z nożem.
Ustawiania będzie sporo, bo najpierw trzeba bardzo dokładnie otwór miedzianego "oczka" ustawić w osi toczenia zarówno w płaszczyźnie poziomej jak i pionowej. W przeciwnym razie dosuwająca się blisko do uchwytu tokarskiego podpora będzie nam coraz bardziej wyginała w bok toczony pręt aż do jego pogięcia lub urwania (chyba, że będziemy zataczać długi pręt z dala od uchwytu, wtedy niewielkie wygięcie nie będzie bardzo znaczące dla cylindryczności przetoczenia ale będzie wyrabiać 'oczko").
Można centrować oczko za pomocą zatoczonego w uchwycie (na średnicę otworu) pręta, lub za pomocą kła konika jeśli dobrze scentrowany, albo umocowanego w kłach pręta przewleczonego przez oczko)
Także dlatego, że tolerancja mała a nóż przesuwasz śrubką bez skali w tym przyrządziku (nie ruszając raz ustawionych wg centrum "oczka" sań poprzecznych).
Najlepiej ustawiać przybranie noża za pomocą czujnika opartego o jego przód, bo wiadomo w setkach czy mikronach ile przybiera, ale jak już raz ustawisz, to możesz bez ruszania serię trzaskać aż do stępienia noża(chyba, że składak), lub wymiany wyrobionego 'oczka"...
zaletą tego jest, że można w ten sposób toczyć bardzo długie i cienkie pręty o równej średnicy. Jeśli pomiar mikrometrem wskazywałby, że toczony pręt jednak ciągnie znikomy stożek, to trzeba skorygować wg kierunku stożka ustawienie osi otworu "oczka" najlepiej też za pomocą czujnika. (wtedy ustawianie w/g kierunku ciągnięcia stożka adekwatne jak przy toczeniu wałka w kłach)
Ewentualnie
https://www.model-engineer.co.uk/forums ... ?th=102616
obobka-na-tokarce-dla-czego-taka-powier ... 20-30.html
toczenie-preta-fi-12-t90754.html
pozdrawiam,
Roman
Roman
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 17195
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Toczenie małych średnic
Panowie, nie w tej tolerancji ! Szlifierka bezkłowa i to dobra przy tej długości i materiale.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: Toczenie małych średnic
Nie ma szans, trzeba szlifować, tym bardziej, bez podtrzymki. Pole tolerancji g6 dla 6-10 mm to -5 do -14 mikronów, a więc nawet nie setka. Czasem udaje się toczenie z podtrzymką, ale tutaj wymagania są zbyt duże, zabudowanie (toczenie w czymś w rodzaju temperówki, z ustawianymi nożykami), nawet jeśli damy ostry kąt skrawania też nie pomoże. To mi przypomina wypychacze w formach. Może da się zrobić z dwóch części, a tak, gwintujesz końcówkę i nakręcasz i zaklepujesz "łeb", planujesz, żeby było równo, a na sam wypychacz stosujesz materiał szlifowany, o średnicy, jaką masz uzyskać.
")
")




