")
ostatnio jeden mój stały klient zapytał czy zrobił bym mu mufy 1,5 i 2 calowe, z racji iż wychodzę z założenia klient nasz Pan i nie śmiałem powiedzieć nie pojawił się mały problem, a więc o tyle o ile z mufami do wielkości 5/4 cala nie miałem większych problemów to tu już nie mam odpowiedniego przyrządu
kupiłem gwintowniki maszynowe 1,5 i 2 cale no i niestety z racji że gwintownik większy to i kwadrat gwintownika (40x40) też spory i w mój dotychczasowy przyrząd już się nie mieści. Do 1,5 cala ten kwadrat mogę trochę zeszlifować i powinno być ok ale na 2 cale szlifowanie kwadratu raczej w gre nie wchodzi bo mam obawy czy przyrząd wytrzymie albo zeszlifowany kwadrat się nie ukręci. Trzeba wykombinować coś innego. Poniżej zdjęcia jak wygląda mój przyrząd do gwintownika w tym przypadku 5/4 cala

jak widać jedno wchodzi w drugie dosyć ciasno i jest zabezpieczone kołkiem również na ciasno, chciałbym zrobić coś podobnego tylko z większą średnicą pod duży gwintownik jak na drugim zdjęciu

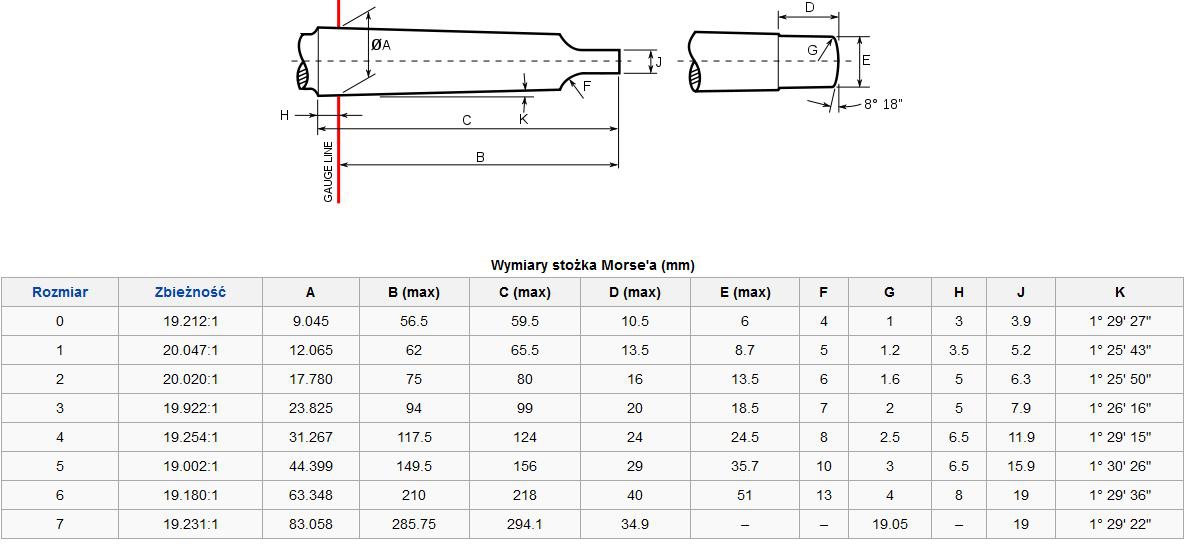
Materiał już trochę stoczyłem, kwadrat gwintownika po skosie ma 50mm, materiał 70mm w najszerszym miejscu, a wiec 10mm naddatku materiału było by na skosie, myślę że wytrzymie, pozostanie mi jedynie z drugiej strony stoczyć na 30mm jeżeli by miało wchodzić w środek oprawki, a może lepiej zrobić otwór i nabijać na zewnątrz? Albo nie bawić się w nabijanie i zrobić z tego jednolisty przyrząd tocząć stożek morse'a mk5? Jeśli tak to na ile stopni powinienem ustawić sanki? A może macie jakiś inny pomysł jak to wykonać. Proszę o poradę



")