



Ktos oprócz mnie pracuje na tym sprzęcie? wiem juz, że kolega z forum zakupi podobny, ale do nestingu. Ja na tym wykonuję okna.
Słyszałem, że w Gebauer jest podobna, ale 5 osiowa
Macie jakies osobliwe problemy z tymi obrabiarkami?
Masterwood MW310
-
tommur
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 7
- Posty: 84
- Rejestracja: 01 gru 2011, 17:31
- Lokalizacja: Szczecin
Masterwood MW310
CNC Masterwood Project 310L V4
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
Tagi:


-
miu
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 1
- Posty: 31
- Rejestracja: 04 sty 2008, 22:11
- Lokalizacja: Rzeszów
ja mam taka maszyne zakupiona w ITA i zaprawde powiadam, ze to jest shit jakich malo
nic tu sie nie da zrobic
zaprogramowanie luku opartego na 3 punktach w programie parametrycznym jest niemozliwe
poniewaz po zwiekszeniu wymiaru materialu takowyz luk rozciaga do elipsy lub czegos co to jest. W podgladzie takiego programu w kodzie iso zamiast luku o stalym promieniu mamy kilka odcinkow o zmiennym.
Poza tym maszyna nie jest dokladna - chodzi tutaj o wiercenie w poziomie. Dokladnosc maszyny waha sie nawet do +- 0.5mm Nie da sie wiec zwiercic
Maszyne mam od nowosci prawie poltora roku juz. I ostatnio sie okazalo ze przy wierceniach poziomych gdzie wymagana jest dokladnosc roznice w grubosci belek na ktorych mocuje sie elementy siegaly nawet do 1 mm. Wiec trzeba bylo splanowac te belki. A potem sie okazalo ze mimo tego agregaty poziome maja luzy ale nie dlatego, ze sa wyrobione (bo przeciez wiercenia poziome to byly uzywane sporadycznie) tylko dlatego ze po prostu ciulowo mechanicznie byly zrobione.
Wozek jezdzacy po osi X tez ma luzy - przy frezowaniu sa tryby. Serwisanci z Wloch przyjezdzali aby cuda zrobic. A na koncu okazalo sie ze maszyna jest po prostu zle zaprojektowana.
Co do obslugi... maszyna robi jakies dziwne podchody i od czasu do czasu wytnie jakis numer. Program ktory byl uzywany w dniu poprzednim byl dobry, nastepnego dnia ten sam program zrobil jakis blad bo korekcja i wjazd freza jakims dziwnym trafem sam sie przestawil. Skutkiem okazaly sie zakup freza o wartosci 4500zl i nowa przyssawka.
Normalnie mowie Wam zenada.
Ogolnie odradzam.
Atutem jest tylko wyposazenie i moc wrzeciona.
Reszta to shit
nic tu sie nie da zrobic
zaprogramowanie luku opartego na 3 punktach w programie parametrycznym jest niemozliwe
poniewaz po zwiekszeniu wymiaru materialu takowyz luk rozciaga do elipsy lub czegos co to jest. W podgladzie takiego programu w kodzie iso zamiast luku o stalym promieniu mamy kilka odcinkow o zmiennym.
Poza tym maszyna nie jest dokladna - chodzi tutaj o wiercenie w poziomie. Dokladnosc maszyny waha sie nawet do +- 0.5mm Nie da sie wiec zwiercic
Maszyne mam od nowosci prawie poltora roku juz. I ostatnio sie okazalo ze przy wierceniach poziomych gdzie wymagana jest dokladnosc roznice w grubosci belek na ktorych mocuje sie elementy siegaly nawet do 1 mm. Wiec trzeba bylo splanowac te belki. A potem sie okazalo ze mimo tego agregaty poziome maja luzy ale nie dlatego, ze sa wyrobione (bo przeciez wiercenia poziome to byly uzywane sporadycznie) tylko dlatego ze po prostu ciulowo mechanicznie byly zrobione.
Wozek jezdzacy po osi X tez ma luzy - przy frezowaniu sa tryby. Serwisanci z Wloch przyjezdzali aby cuda zrobic. A na koncu okazalo sie ze maszyna jest po prostu zle zaprojektowana.
Co do obslugi... maszyna robi jakies dziwne podchody i od czasu do czasu wytnie jakis numer. Program ktory byl uzywany w dniu poprzednim byl dobry, nastepnego dnia ten sam program zrobil jakis blad bo korekcja i wjazd freza jakims dziwnym trafem sam sie przestawil. Skutkiem okazaly sie zakup freza o wartosci 4500zl i nowa przyssawka.
Normalnie mowie Wam zenada.
Ogolnie odradzam.
Atutem jest tylko wyposazenie i moc wrzeciona.
Reszta to shit
-
WesołyŻniwiarz
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 13
- Rejestracja: 29 maja 2013, 12:01
- Lokalizacja: TRN
Żeby nie zakładać nowego tematu zapytam tutaj.
Pomijając że maszyna działa jak działa, to czy ktoś wie jak wyfrezować (nie wywiercić) zwykły otwór? W MasterWork'u jak narysuję punkt żeby przypisać do niego frez, to nie dość, że nie widzę punktu (pomimo że fizycznie jest narysowany), to gdy próbuję do niego przypisać frezowanie wyświetla mi błąd. Jedynym wyjściem wydaje się narysowanie odcinka od długości min. 0,01mm.
Naprawdę jest to jedyna opcja?
Pomijam frezowanie okręgu o promieniu narzędzia, z lewą korekcją, bo to tak samo bez sensu (z punktu praktycznego) jak i frezowanie odcinka o znikomej długości...
Pomijając że maszyna działa jak działa, to czy ktoś wie jak wyfrezować (nie wywiercić) zwykły otwór? W MasterWork'u jak narysuję punkt żeby przypisać do niego frez, to nie dość, że nie widzę punktu (pomimo że fizycznie jest narysowany), to gdy próbuję do niego przypisać frezowanie wyświetla mi błąd. Jedynym wyjściem wydaje się narysowanie odcinka od długości min. 0,01mm.
Naprawdę jest to jedyna opcja?
Pomijam frezowanie okręgu o promieniu narzędzia, z lewą korekcją, bo to tak samo bez sensu (z punktu praktycznego) jak i frezowanie odcinka o znikomej długości...
-
lajosz
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
@miu
Odnośnie włoskich maszyn, pozwolę sobie zacytować sam siebie, czyli moją wypowiedż w innym temacie.
Oto ona:
----------------------------------------------------------------
Opisze pewną sytuację jeśli chodzi o maszyny włoskie.
Otóż z tym Busellato nigdy nie miałem do czynienia, więc nie za bardzo mogę coś powiedzieć, ale już CMS-y w akcji widziałem dwa diametralnie różne i to pod każdym względem, czyli tak budowy, sposobu działania, wieku maszyny, wyglądu.
W firmie w której pracowałam są dwa CMS-y (to właśnie włoskie maszyny).
Jeden kupiony już używany, bardzo wiekowy, wyglądający topornie, z równie wiekowym oprogramowaniem pracującym pod Windowsem 95, ale:
Maszyna ta, pracowała bardzo ciężko praktycznie codziennie przez trzy zmiany i owszem psuła się, ale (że się tak wyrażę) w normie, czyli zazwyczaj po prostu jakaś cześć się wyeksploatowała o trzeba było zamówić nową.
Jednak i tak można powiedzieć, że była praktycznie bezawaryjna, a już jeśli policzyć ile lat pracowała w stosunku o ilości awarii, to w zasadzie nie psuła się w ogóle.
Zakład zachęcony jakością marki (CMS) zamówił pięć kolejnych maszyn tej firmy, ale już nowoczesnych jak na dzisiejsze standardy przystało.
Najpierw przyszła jedna maszyna i została tylko jedna.
Kolejnych już nikt nie miał zamiaru nawet oglądać, a to dlatego że:
Praca na tym nowoczesnym cudzie techniki, to po prostu MASAKRA.
Od samego początku, nie było dnia (dosłownie, ani jednego dnia) bez awarii i to takiej awarii która całkowicie uniemożliwia pracę.
Praktycznie co tydzień przyjeżdżał serwis z Włoch.
Coś tam wymieniali i maszyna pracowała CAŁE 3 DNI, po czym kolejna awaria i tak przez ponad pół roku.
Co chwilę coś.
Kuriozum był fakt, że serwisant z Włoch, po którejś tam kolejnej wizycie powiedział, że to po prostu, że kurz wszędzie się dostaje i dlatego co chwilę coś się dzieje.
Wtedy zwracamy grzecznie uwagę serwisantowi, że chyba zapomniał, że ta maszyna jest maszyną przeznaczoną stricte do obróbki drewna i że kurz w takim wypadku to norma, a nie przypadek.
Kolejny kwiatek, to to, że maszyna która z założenia miała obsługiwać agregaty nie miała przewidzianego miejsca w osłonie żeby podczas pobierania agregatu ten przeszedł przez otwór w osłonie. No po prostu tragedia. Sami musieliśmy ten otwór wyciąć.
Śmieszył również fakt, że osłona do wyciągania wiórów w tej maszynie w zasadzie nie istniała, więc podczas pracy z czymś większym, z maszyny robił się wulkan.
Dosłownie tak to wyglądało bo całe tumany kurzu były wyrzucane radośnie w górę i rozrzucane dookoła na sąsiednie stanowiska pracy, wiec wszyscy w promieniu około 3 metrów od maszyny mieli darmową inhalację.
Dodatkowo jakość wykonania tej maszyny można spokojnie porównać do jakości wykonania czegokolwiek w warsztatach szkolnych dla uczniów uczących się zawodu.
Przy okazji oprogramowanie było tak nieintuicyjne, że po roku pracy z maszyną mało kto wiedział jak toto programować.
W ogóle to można by książkę satyryczną napisać o tej wspaniałej włoskiej myśli technicznej.
Każdy operator w firmie, bronił się rękami i nogami przed pracą na tym czymś.
Generalnie nowe cudo CMS-a to TRAGEDIA.
Nie wiem, być może to czysty przypadek z tym akurat egzemplarzem, ale jakość wykonania + obsługa serwisowa chyba to wyklucza.
Oczywiście powyższe to tylko jeśli o CMS-a chodzi i inni znani włoscy producenci robią wszystko jak należy, ale ja włoskiej maszyny bym nie kupił po takich doświadczeniach.
[ Dodano: 2013-07-15, 16:26 ]
Przecież punkt nie ma długości, szerokości, wysokości i w ogóle jakiegokolwiek wymiaru, wiec co niby ten frez miałby frezować ?
To dlatego (i słusznie) otrzymujesz komunikat o błędzie.
Natomiast odcinek o długości 0,01mm też niczego nie rozwiązuje, tzn. w wyniku przypisana do niego freza, utrzymasz obróbkę o długości 0,01mm ...... i tyle.
Rozwiązaniem może być (przypomnę, że nie znam MAsterworka) narysowanie spirali (coś jak gwint) z określonym skokiem i długością, a następnie przypisanie do tego freza.
Takie coś robiłem na Homagu w oprogramowaniu WoodWoop, czyli zrobiłem sobie program parametryczny ze zmiennymi sterującymi skokiem, długością, średnicą i położeniem w określonym układzie współrzędnych.
Działało znakomicie i przydawało się często.
Odnośnie włoskich maszyn, pozwolę sobie zacytować sam siebie, czyli moją wypowiedż w innym temacie.
Oto ona:
----------------------------------------------------------------
Opisze pewną sytuację jeśli chodzi o maszyny włoskie.
Otóż z tym Busellato nigdy nie miałem do czynienia, więc nie za bardzo mogę coś powiedzieć, ale już CMS-y w akcji widziałem dwa diametralnie różne i to pod każdym względem, czyli tak budowy, sposobu działania, wieku maszyny, wyglądu.
W firmie w której pracowałam są dwa CMS-y (to właśnie włoskie maszyny).
Jeden kupiony już używany, bardzo wiekowy, wyglądający topornie, z równie wiekowym oprogramowaniem pracującym pod Windowsem 95, ale:
Maszyna ta, pracowała bardzo ciężko praktycznie codziennie przez trzy zmiany i owszem psuła się, ale (że się tak wyrażę) w normie, czyli zazwyczaj po prostu jakaś cześć się wyeksploatowała o trzeba było zamówić nową.
Jednak i tak można powiedzieć, że była praktycznie bezawaryjna, a już jeśli policzyć ile lat pracowała w stosunku o ilości awarii, to w zasadzie nie psuła się w ogóle.
Zakład zachęcony jakością marki (CMS) zamówił pięć kolejnych maszyn tej firmy, ale już nowoczesnych jak na dzisiejsze standardy przystało.
Najpierw przyszła jedna maszyna i została tylko jedna.
Kolejnych już nikt nie miał zamiaru nawet oglądać, a to dlatego że:
Praca na tym nowoczesnym cudzie techniki, to po prostu MASAKRA.
Od samego początku, nie było dnia (dosłownie, ani jednego dnia) bez awarii i to takiej awarii która całkowicie uniemożliwia pracę.
Praktycznie co tydzień przyjeżdżał serwis z Włoch.
Coś tam wymieniali i maszyna pracowała CAŁE 3 DNI, po czym kolejna awaria i tak przez ponad pół roku.
Co chwilę coś.
Kuriozum był fakt, że serwisant z Włoch, po którejś tam kolejnej wizycie powiedział, że to po prostu, że kurz wszędzie się dostaje i dlatego co chwilę coś się dzieje.
Wtedy zwracamy grzecznie uwagę serwisantowi, że chyba zapomniał, że ta maszyna jest maszyną przeznaczoną stricte do obróbki drewna i że kurz w takim wypadku to norma, a nie przypadek.
Kolejny kwiatek, to to, że maszyna która z założenia miała obsługiwać agregaty nie miała przewidzianego miejsca w osłonie żeby podczas pobierania agregatu ten przeszedł przez otwór w osłonie. No po prostu tragedia. Sami musieliśmy ten otwór wyciąć.
Śmieszył również fakt, że osłona do wyciągania wiórów w tej maszynie w zasadzie nie istniała, więc podczas pracy z czymś większym, z maszyny robił się wulkan.
Dosłownie tak to wyglądało bo całe tumany kurzu były wyrzucane radośnie w górę i rozrzucane dookoła na sąsiednie stanowiska pracy, wiec wszyscy w promieniu około 3 metrów od maszyny mieli darmową inhalację.
Dodatkowo jakość wykonania tej maszyny można spokojnie porównać do jakości wykonania czegokolwiek w warsztatach szkolnych dla uczniów uczących się zawodu.
Przy okazji oprogramowanie było tak nieintuicyjne, że po roku pracy z maszyną mało kto wiedział jak toto programować.
W ogóle to można by książkę satyryczną napisać o tej wspaniałej włoskiej myśli technicznej.
Każdy operator w firmie, bronił się rękami i nogami przed pracą na tym czymś.
Generalnie nowe cudo CMS-a to TRAGEDIA.
Nie wiem, być może to czysty przypadek z tym akurat egzemplarzem, ale jakość wykonania + obsługa serwisowa chyba to wyklucza.
Oczywiście powyższe to tylko jeśli o CMS-a chodzi i inni znani włoscy producenci robią wszystko jak należy, ale ja włoskiej maszyny bym nie kupił po takich doświadczeniach.
[ Dodano: 2013-07-15, 16:26 ]
Nie znam Masterworka, ale też nie znam żadnego innego programu w którym można przypisać frezowanie do punktu.WesołyŻniwiarz pisze:W MasterWork'u jak narysuję punkt żeby przypisać do niego frez, to nie dość, że nie widzę punktu (pomimo że fizycznie jest narysowany), to gdy próbuję do niego przypisać frezowanie wyświetla mi błąd. Jedynym wyjściem wydaje się narysowanie odcinka od długości min. 0,01mm.
Naprawdę jest to jedyna opcja?
Przecież punkt nie ma długości, szerokości, wysokości i w ogóle jakiegokolwiek wymiaru, wiec co niby ten frez miałby frezować ?
To dlatego (i słusznie) otrzymujesz komunikat o błędzie.
Natomiast odcinek o długości 0,01mm też niczego nie rozwiązuje, tzn. w wyniku przypisana do niego freza, utrzymasz obróbkę o długości 0,01mm ...... i tyle.
Rozwiązaniem może być (przypomnę, że nie znam MAsterworka) narysowanie spirali (coś jak gwint) z określonym skokiem i długością, a następnie przypisanie do tego freza.
Takie coś robiłem na Homagu w oprogramowaniu WoodWoop, czyli zrobiłem sobie program parametryczny ze zmiennymi sterującymi skokiem, długością, średnicą i położeniem w określonym układzie współrzędnych.
Działało znakomicie i przydawało się często.
-
adas
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 62
- Rejestracja: 22 maja 2011, 15:56
- Lokalizacja: Bialystok
Rowniez nie pracowalem na Masterwoodzie i zgadzam sie z powyzszym, ze frezowanie punktow nie ma sensu (jakies wiadomosci z matematyki by sie przydaly).
Na sprzetach jakie znam robi sie na dwa sposoby.
1. Jezeli otwor jest wiekszy od srednicy freza to frezuje sie po prostu kieszen ograniczona okregiem.
2. Jezeli otwor jest rowny srednicy freza to wykorzystujemy normalne wiercenie z wyborem innego wrzeciona i wskazujemy frezarke z narzedziem typu frez a nie wiertlo.
Pozdrawiam
Na sprzetach jakie znam robi sie na dwa sposoby.
1. Jezeli otwor jest wiekszy od srednicy freza to frezuje sie po prostu kieszen ograniczona okregiem.
2. Jezeli otwor jest rowny srednicy freza to wykorzystujemy normalne wiercenie z wyborem innego wrzeciona i wskazujemy frezarke z narzedziem typu frez a nie wiertlo.
Pozdrawiam
Pozdrawiam
Adas
Adas
-
lajosz
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Odp. do punktu 1.adas pisze:1. Jezeli otwor jest wiekszy od srednicy freza to frezuje sie po prostu kieszen ograniczona okregiem.
2. Jezeli otwor jest rowny srednicy freza to wykorzystujemy normalne wiercenie z wyborem innego wrzeciona i wskazujemy frezarke z narzedziem typu frez a nie wiertlo.
Pozdrawiam
Można i tak, czyli np:
otwór głęboki na 80mm
Średnica 50mm
Średnica narzędzia 16 mm
frezowanie wielostopniowe / stopień = 10mm
Jednak wtedy frez , do kolejnego zejścia (co 10mm) wchodzi zazwyczaj pionowo/prostopadle, a poza tym, przy frezowaniu kieszeni wybierany jest cały materiał.
Natomiast przy zastosowaniu frezowania spiralnego (gwintu jak kto woli) mamy jednostajne ciągłe frezowanie i to ze skokiem jaki sami ustalamy, a dodatkowo, przy otworze większym niż 2 X średnica freza, środek nie jest niepotrzebnie obrabiany.
Po prostu frez idzie równo wzdłuż wektora.
Odp. do punktu 2.
Można również narysować prostą linię w osi Z i przypisać do niej frez.
Można to również rysować w Z linie w ten sposób, że np:
Materiał grubość 50mm
Punkt początkowy linii 60mm.
Punk końcowy 40mm
kolejny punkt 48mm
kolejny 25mm
kolejny 48mm
kolejny 5mm
kolejny 48mm
kolejny -2
kolejny 60mm
Koniec wiercenia.
Powyższy sposób powoduje wycofywanie freza w trakcie wiercenia, a więc pozwala na wyciągniecie wiórów.
Do tego można jeszcze określić szybkości posuwu dla każdej linii i w ten sposób mamy kontrolę osobno nad szybkością wiercenia i osobno dla wycofania narzędzia.
Wreszcie można maszynę oszukać i wskazać obróbkę wierceniem, ale jako narzędzie założyć frez.
-
tommur
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 7
- Posty: 84
- Rejestracja: 01 gru 2011, 17:31
- Lokalizacja: Szczecin
Wesoły Zniwiarz - zaraz zrobie ci instrukcje, bo można wykonać otwór na 2 sposoby.
i faktycznie nie jest to jednoznacznie opisane w instrukcji
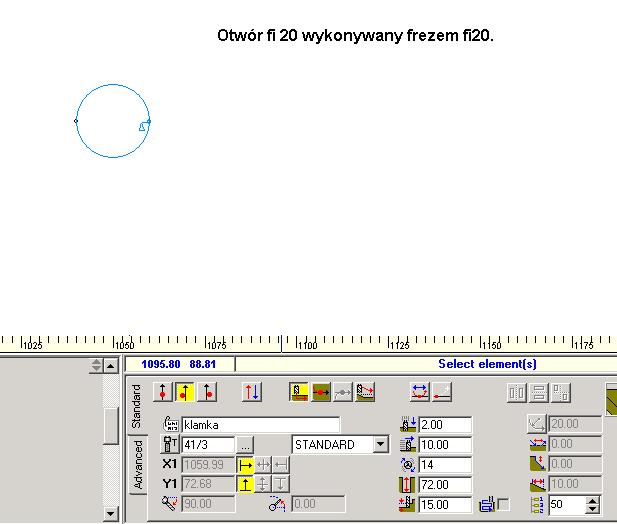
Niestety otwór z lewa lub prawa korekcją . tak jak nie lubisz (trzeba pamietac w programie o ile przesunęła sie os frezowania). Jesli otwór jest większy niż śr. freza to tak jak opisali koledzy powyżej, frez pojedzie po okręgu i pionowo o skok np 10mm. Potem znowu po okręgu i pionowo. aż do zadanej głębokości.
. tak jak nie lubisz (trzeba pamietac w programie o ile przesunęła sie os frezowania). Jesli otwór jest większy niż śr. freza to tak jak opisali koledzy powyżej, frez pojedzie po okręgu i pionowo o skok np 10mm. Potem znowu po okręgu i pionowo. aż do zadanej głębokości.
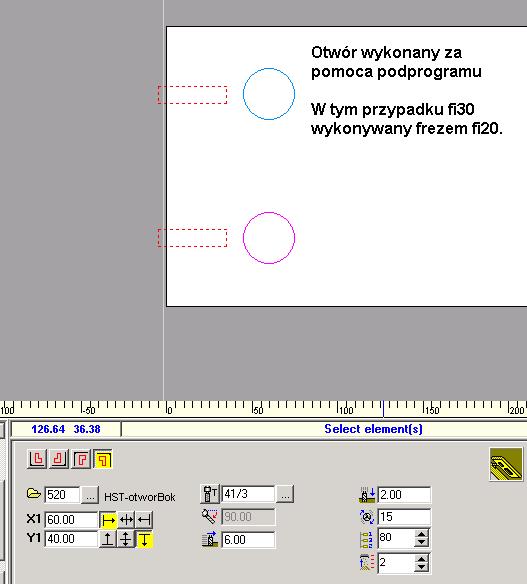
Frezowanie otworów/kieszeni pionowych. (przy robieniu otworu fi 30 frezem20 narzędzie zejdzie po linii śrubowej, aż do zadanej głębokości. Potem przejazd wykańczający po okręgu. Głębokość na 1 przejście definiuje sie inaczej.
Połączenie otworu z korekcją i podprogramu.
Tak jak pisał "adas" można frezowania robić za pomocą menu wierceń (ja tym wykonuje kołki agregatem).
i faktycznie nie jest to jednoznacznie opisane w instrukcji
Niestety otwór z lewa lub prawa korekcją
Frezowanie otworów/kieszeni pionowych. (przy robieniu otworu fi 30 frezem20 narzędzie zejdzie po linii śrubowej, aż do zadanej głębokości. Potem przejazd wykańczający po okręgu. Głębokość na 1 przejście definiuje sie inaczej.
Połączenie otworu z korekcją i podprogramu.
Tak jak pisał "adas" można frezowania robić za pomocą menu wierceń (ja tym wykonuje kołki agregatem).
CNC Masterwood Project 310L V4
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
-
WesołyŻniwiarz
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 13
- Rejestracja: 29 maja 2013, 12:01
- Lokalizacja: TRN
Dzięki za sensowne odpowiedzi  (i te czepialskie też - dałem się złapać) Czyli tak jak myślałem nie da się tego zrobić tak jak np. w Uniteamie miałem okazję robić, że wybrałem punkt na materiale, i kazałem zjechać frezem na dowolną głębokość. Tutaj próbowałem wybrać wiercenie i przypisać frez z magazynku, ale tego nie łyka :/
(i te czepialskie też - dałem się złapać) Czyli tak jak myślałem nie da się tego zrobić tak jak np. w Uniteamie miałem okazję robić, że wybrałem punkt na materiale, i kazałem zjechać frezem na dowolną głębokość. Tutaj próbowałem wybrać wiercenie i przypisać frez z magazynku, ale tego nie łyka :/
Pojawił się za to inny problem, podczas prób frezowania bocznego przy użyciu głowicy (a nie wbudowanego agregatu bocznego, bo ten pracuje tylko z jednej strony). Frez przypisałem do głowicy, a tę do magazynu. W MasterWorku opisałem frezowanie po ścianie bocznej i przypisałem narzędzie (41/5-1), a gdy maszyna ma iść do pracy wyświetla mi błąd 4022 - Errorneous head type.
Podejrzewam, że może to być błąd z opisaniem głowicy w ustawieniach. Ale jak próbuję tam wejść żeby sprawdzić, to niestety nic się nie dzieje. Po wpisaniu hasła i wybraniu 'Head configuration' nie uruchamia mi się odpowiedni program (tak samo jak próbuję go uruchomić bezpośrednio z windowsa) i być może tu już jest problem...
Czy wg. was, użytkowników którym to pewnie działa, robię coś źle, czy faktycznie problem raczej z oprogramowaniem?
Pojawił się za to inny problem, podczas prób frezowania bocznego przy użyciu głowicy (a nie wbudowanego agregatu bocznego, bo ten pracuje tylko z jednej strony). Frez przypisałem do głowicy, a tę do magazynu. W MasterWorku opisałem frezowanie po ścianie bocznej i przypisałem narzędzie (41/5-1), a gdy maszyna ma iść do pracy wyświetla mi błąd 4022 - Errorneous head type.
Podejrzewam, że może to być błąd z opisaniem głowicy w ustawieniach. Ale jak próbuję tam wejść żeby sprawdzić, to niestety nic się nie dzieje. Po wpisaniu hasła i wybraniu 'Head configuration' nie uruchamia mi się odpowiedni program (tak samo jak próbuję go uruchomić bezpośrednio z windowsa) i być może tu już jest problem...
Czy wg. was, użytkowników którym to pewnie działa, robię coś źle, czy faktycznie problem raczej z oprogramowaniem?
-
tommur
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 7
- Posty: 84
- Rejestracja: 01 gru 2011, 17:31
- Lokalizacja: Szczecin
Mam silnik boczny obustronny do wiercenia zamków i puiszek pod zawiasy. Nim bez problemu obrabiam czoła drewna.
Próbowałem robic to samo agregatem kątowym 41/9-2 i o ile jazda po prostej i łuku z ofsetem szła bez problemu, to przy próbie wybrania kieszeni podprogramem wyskakuje mi błąd.
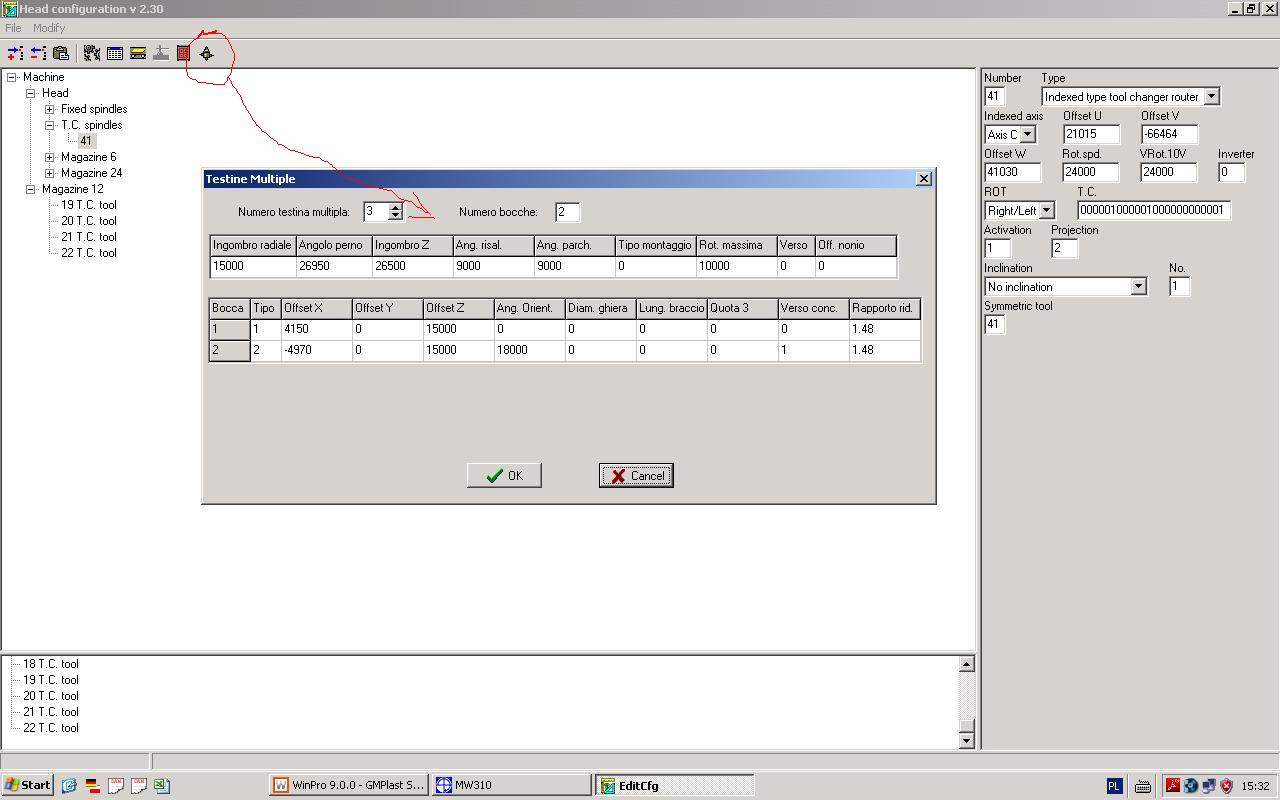
u mnie Head Configuration działa bez problemu, i może ten moduł powoduje u ciebie problem. Pamietam, że serwisany mówił, aby w tabeli narzędzi definiowac wiertła i frezy jako "frez".
Poniżej konfiguracja głowicy kątowej index u mnie.
A agregat mam taki http://www.atemag.de/duo-smart-line-with-2-exits.html.
Próbowałem robic to samo agregatem kątowym 41/9-2 i o ile jazda po prostej i łuku z ofsetem szła bez problemu, to przy próbie wybrania kieszeni podprogramem wyskakuje mi błąd.
u mnie Head Configuration działa bez problemu, i może ten moduł powoduje u ciebie problem. Pamietam, że serwisany mówił, aby w tabeli narzędzi definiowac wiertła i frezy jako "frez".
Poniżej konfiguracja głowicy kątowej index u mnie.
A agregat mam taki http://www.atemag.de/duo-smart-line-with-2-exits.html.
CNC Masterwood Project 310L V4
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"






