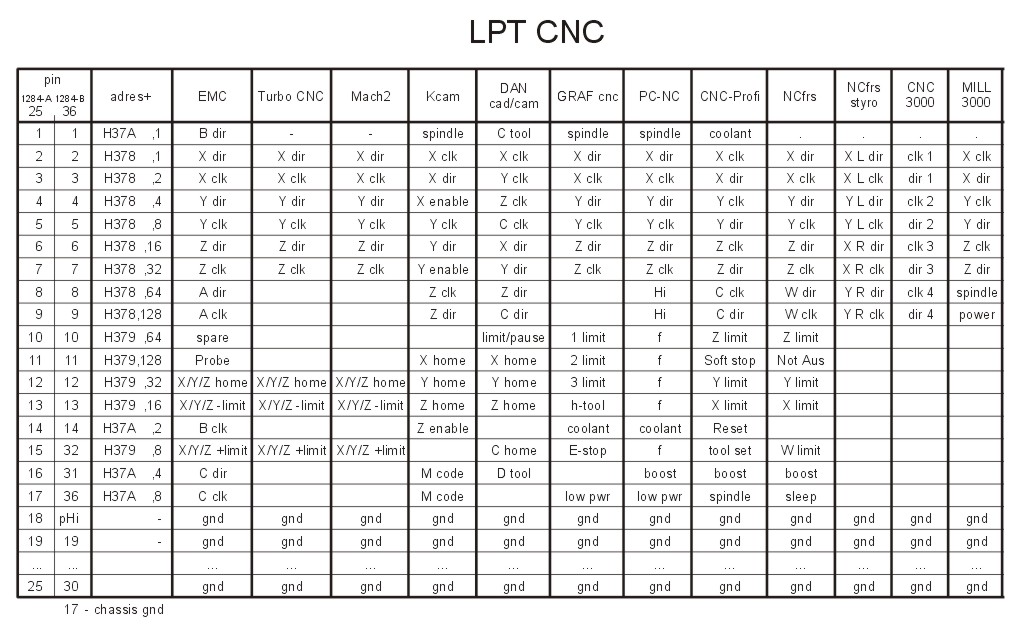
lubus pisze:do sterowania bedziemy urzywać wejść :
- phase
- enable
Niezupełnie.
Chcąc uzyskać półkrok lub 1/4, trzeba wygenerować pełną sekwencję zgodną z tabelami tzn. sygnały PH1, I11, I01, PH2, I12, I02. Takie zadania wykonują układy zwane translatorami. Bardzo możliwe, że SANYO produkuje odpowiedni układ. Można oczywiście zbudować go we własnym zakresie na kilka sposobów. Może to być procesor, równie dobrze może sprawdzić się sekwencer zbudowany na układach średniej skali integracji. Na przykład synchroniczny, binarny licznik rewersyjny, którego wejście zegarowe będzie pełniło funkcję STEP, wejście kierunkiem zliczania będzie wejściem DIR. Sygnał ENABLE mamy gotowy, wystarczy połączyć ENABLE1 i ENABLE2 (aktywny poziomem niskim). Wyjścia licznika łączymy z wejściami adresowymi pamięci ROM (PROM, EPROM, EEPROM, FLASH), wyjścia danych łączymy z wejściami PH1, I11, I01, PH2, I12, I02. Do zmiany podziału kroku aktywujemy odpowiedni obszar pamięci i zakres (modulo) pracy licznika. Decydując się na jeden stopień podziału kroku możemy zamiast pamięci ROM zastosować multipleksery.
Translator można również zbudować z dwukierunkowych rejestrów przesuwnych PISO.
Układy sekwencyjne mają jedną bardzo ważną cechę, są najszybsze. Licznik synchroniczny bez problemu "wyciąga" 100MHz a czas propagacji pamięci ROM to najwyżej dziesiątki ns (nanosekund).








")
")
")

")