





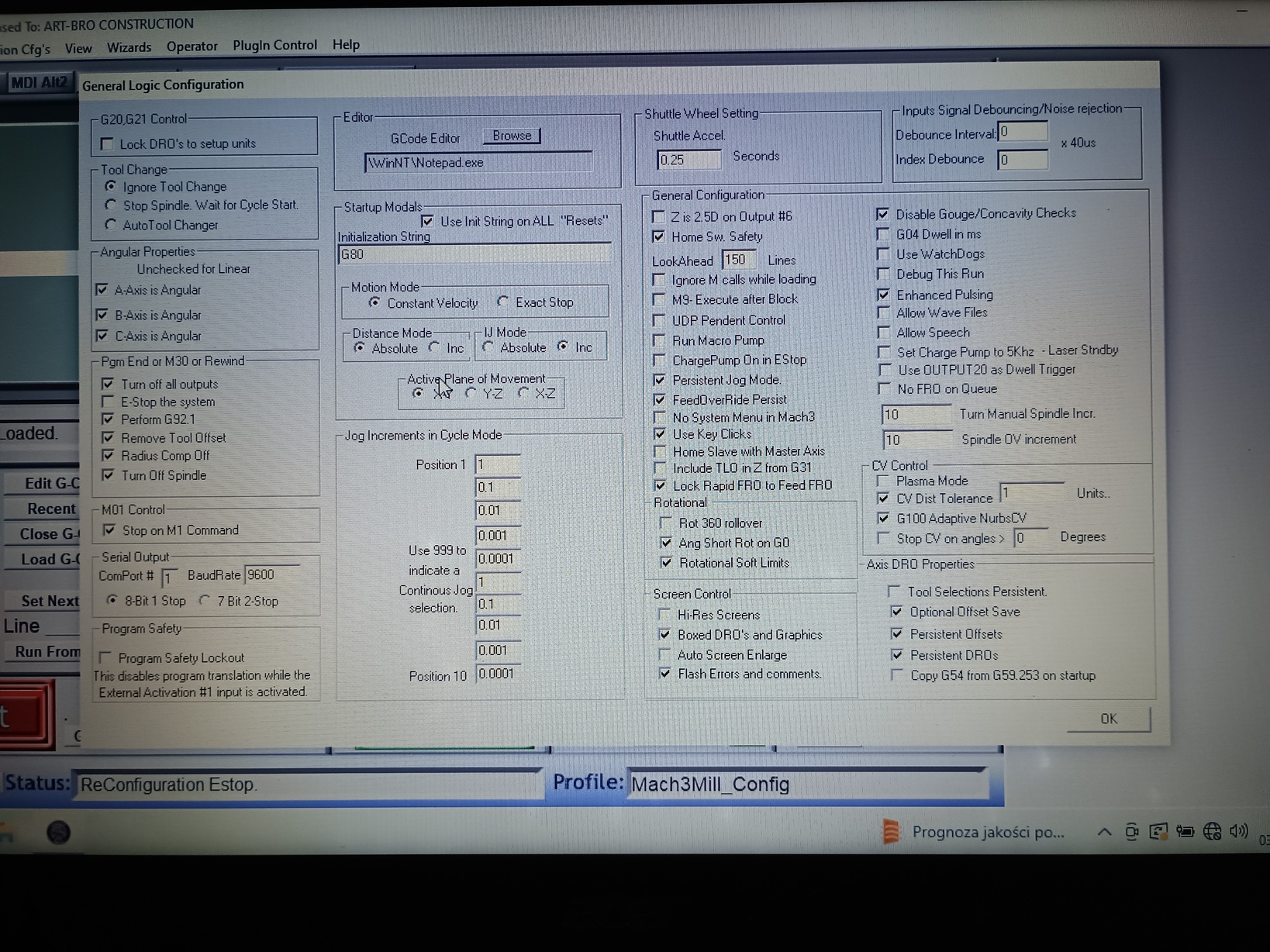
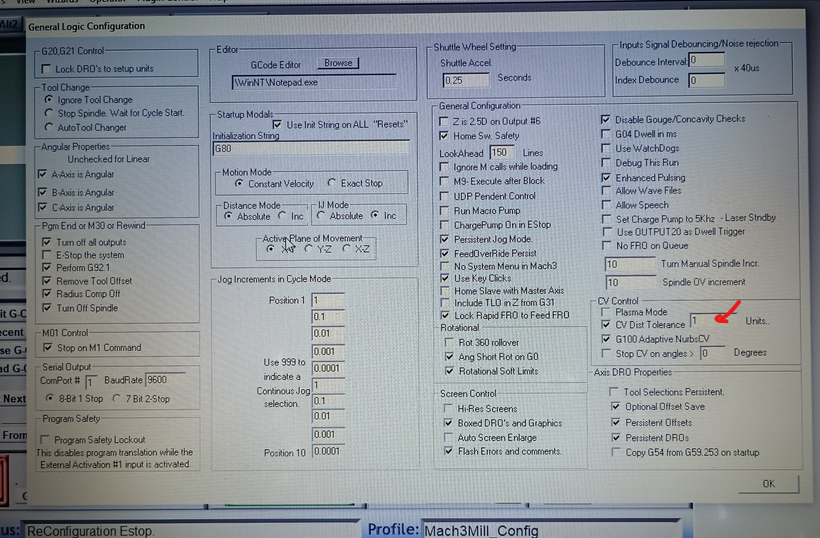
Moja frezarka cnc robi mikro stopy przy każdej zmianie kierunku ruchu. Wygląda to tak że maszyna przesuwa się w osi np y o 10cm zmienia się linijka kodu tzn. przechodzi do kolejnej linijki i w tym momencie robi mikro stop i rusza dalej. Zmiana kierunku jest niewielka np 0,01 stopnia. Ruch odbywa się w G1. Konfiguracja sprzętowa to kontroler ruchu UC100 i silniki krokowe. Oprogramowanie cad/cam fusion360 + Mach3. Mach3 ustawione na stałą prędkość, CV dist tolerance 1, Stop cv wyłączone, look ahead 150 lini. Ustawienia w fusion tolerance 0,7mm, wygładzanie i wszystko co możliwe. Post procesor mach3mill.
Czekam na podpowiedzi
Wstawiam wycinek g-code
(1001)
(T1 D=3. CR=0. - ZMIN=0. - FREZ WALCOWY)
G90 G94 G91.1 G40 G49 G17
G21
(WHEN USING FUSION FOR PERSONAL USE, THE FEEDRATE OF RAPID)
(MOVES IS REDUCED TO MATCH THE FEEDRATE OF CUTTING MOVES,)
(WHICH CAN INCREASE MACHINING TIME. UNRESTRICTED RAPID MOVES)
(ARE AVAILABLE WITH A FUSION SUBSCRIPTION.)
G28 G91 Z0.
G90
(KONTUR 2D1)
T1 M6
S5000 M3
G17 G90 G94
G54
M8
G0 X593.96 Y1588.087
G43 Z36. H1
G1 Z16. F1000.
Z5.1 F333.
X594.254 Y1588.025 Z4.8 F1000.
X594.547 Y1587.963
X594.779 Y1587.607
X592.278 Y1575.776
X585.648 Y1545.567
X578.492 Y1514.098
X570.787 Y1481.369
X562.515 Y1447.37
X553.656 Y1412.091
X544.187 Y1375.521
X534.091 Y1337.662
X523.347 Y1298.502
X511.934 Y1258.032
X499.832 Y1216.253
X487.021 Y1173.152
X473.48 Y1128.71
G2 X459.597 Y1118.49 R14.501
G1 X393.62 Y1118.61
G2 X379.336 Y1130.772 R14.5
G1 X379.309 Y1130.903
X376.267 Y1142.753
G3 X376.178 Y1143.005 R1.5
G1 X371.181 Y1153.915


")

")
")






