




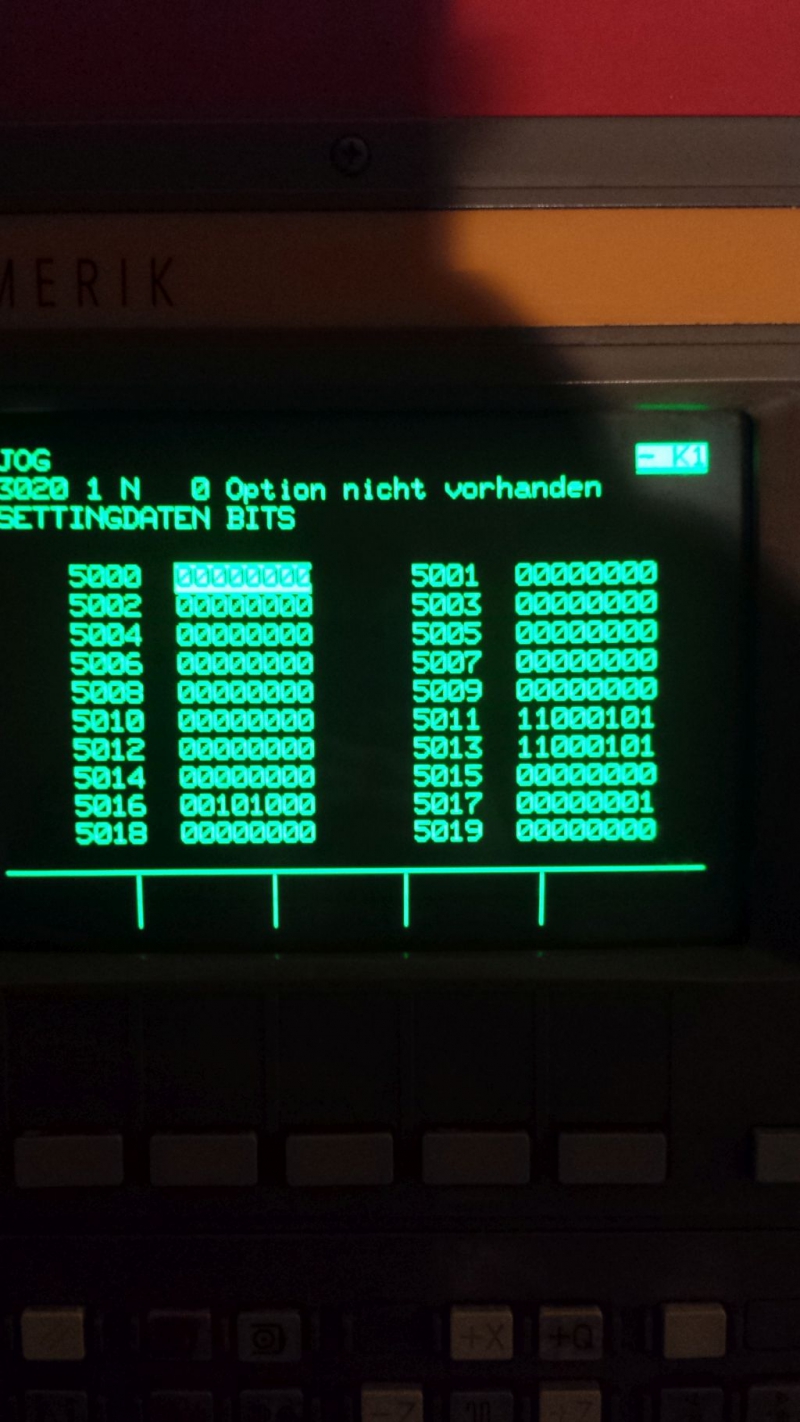
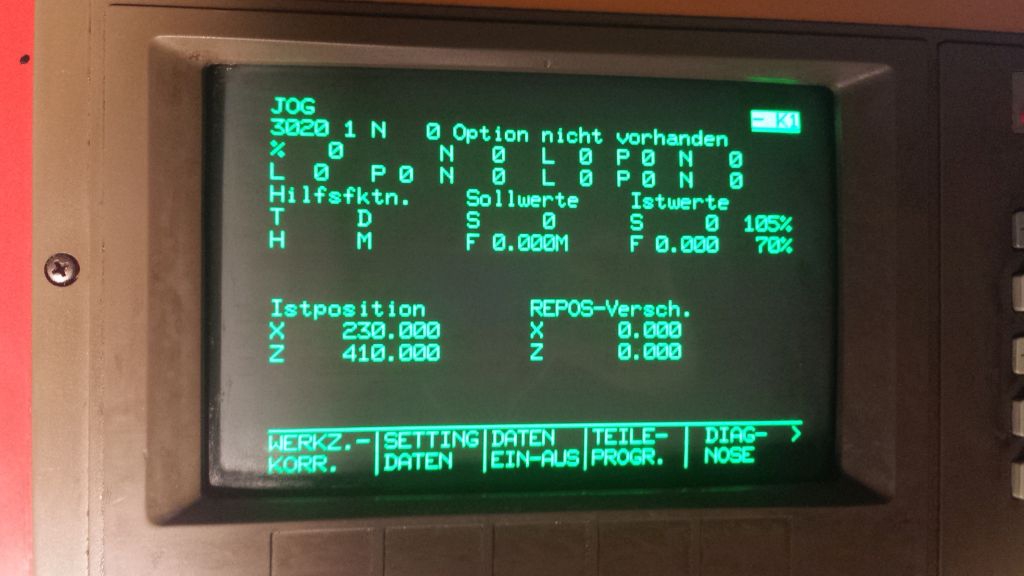
Proszę o pomoc w uruchomieniu tokarki jak w tytule. Tokarkę kupiłem uszkodzoną i walczę z nią już kilka tygodni. Aktualnie obrabiarka jest już sprawna od strony fizycznej, jednak dalej borykam się obsługą i programowaniem. Wiem że miała wgrane na nowo dane maszynowe po awarii baterii, te dane również posiadam gdyby ktoś potrzebował. W chwili obecnej próbuję uruchomić program, jednak co bym nie próbował za symulować sypie mi błędem 3020 z opisem
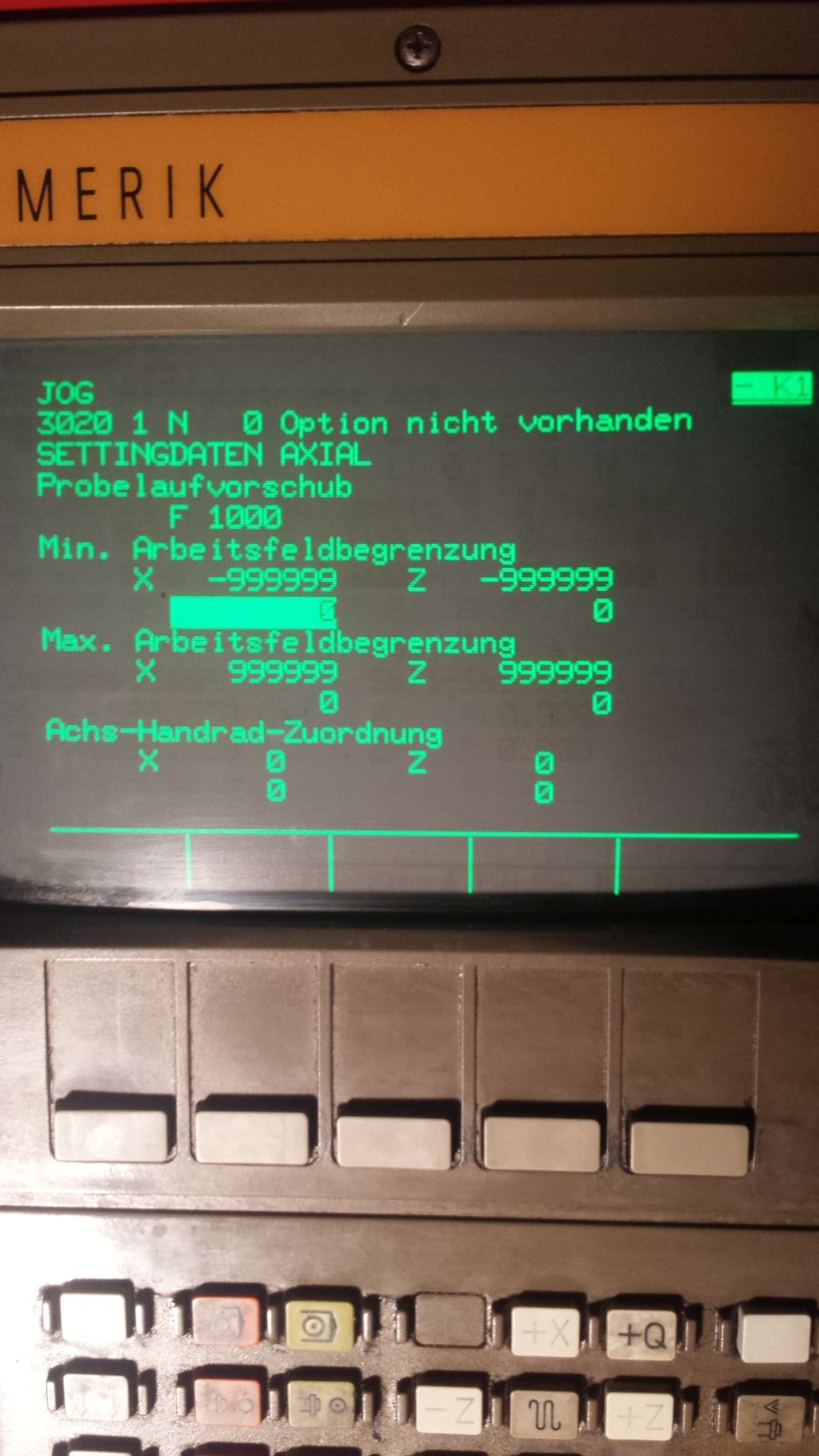
"3020 1 N 0 Option nicht vorhanden". Wydaje mi się to wina jakiś danych które nie zostały ustalone, gdyż jest to jej pierwsze uruchomienie. Podobnie miałem z wrzecionem, które nie chciało ruszyć gdyż nie były ustalone obroty maksymalne. Poniżej zamieszczam dane dotyczące rożnych wartości, może ktoś byłby na tyle pomocny aby wyjaśnić mi jak je ustalić albo jakie powinne być.
Pozdrawiam, Sidney


")

")






