




")
Powinienem Cię przeprosić, co niniejszym czynię, bo Twoje pytanie wyglądało mi na atak kolejnego "spadochroniarza" który w szkole dostał zadanie do rozwiązania, i sprytnie wydedukował sobie, że "rzuci temat" praktykom na forum a sam pójdzie na piwko.. (co robi się już pomału plagą ale nie oznacza, że takim nie pomagamy jeśli napiszą o tym wprost i okażą choć cień własnej inicjatywy w próbie rozwiązania kwestii, bo każdy z nas się kiedyś uczył)Jack_*Daniels pisze:Co masz na myśli ??
Tym bardziej, że nie podałeś nic poza samym tematem czy o swoim tokarskim doświadczeniu, no i w dodatku "Nowy użytkownik"... Przepraszam.
Mógłbyś podać jeszcze jaki gatunek stali jeśli znasz, długość tego obcinanego elementu, i długość zatoczenia pod gwint - ogólnie wymiary.
Po co? Bo pomimo tego, że zataczanie na ø8mm z □10mm to toczenia niewiele, ale można się wtedy zorientować jaka może być sztywność podczas toczenia ze zmienną głębokością ap (przy jednokrotnym przejściu byłoby to od ~1,1mm do ~3,2mm !)
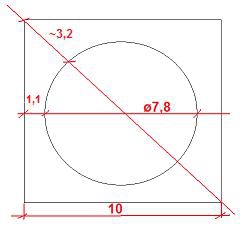
i jaki można przyjąć posuw zależny od ilości przyjętych przejść.











