A tak całkiem serio to dysk mam pojemny, więc co mi wpadnie w sieci w ręce to wystawiam.
Znaleziono 313 wyników
- 27 lut 2016, 14:56
- Forum: Fanuc
- Temat: Cykl głebokiego wiercenia OKUMA
- Odpowiedzi: 10
- Odsłony: 2651
- 27 lut 2016, 10:38
- Forum: Fanuc
- Temat: Cykl głebokiego wiercenia OKUMA
- Odpowiedzi: 10
- Odsłony: 2651
- 26 lut 2016, 16:13
- Forum: Fanuc
- Temat: Cykl głebokiego wiercenia OKUMA
- Odpowiedzi: 10
- Odsłony: 2651
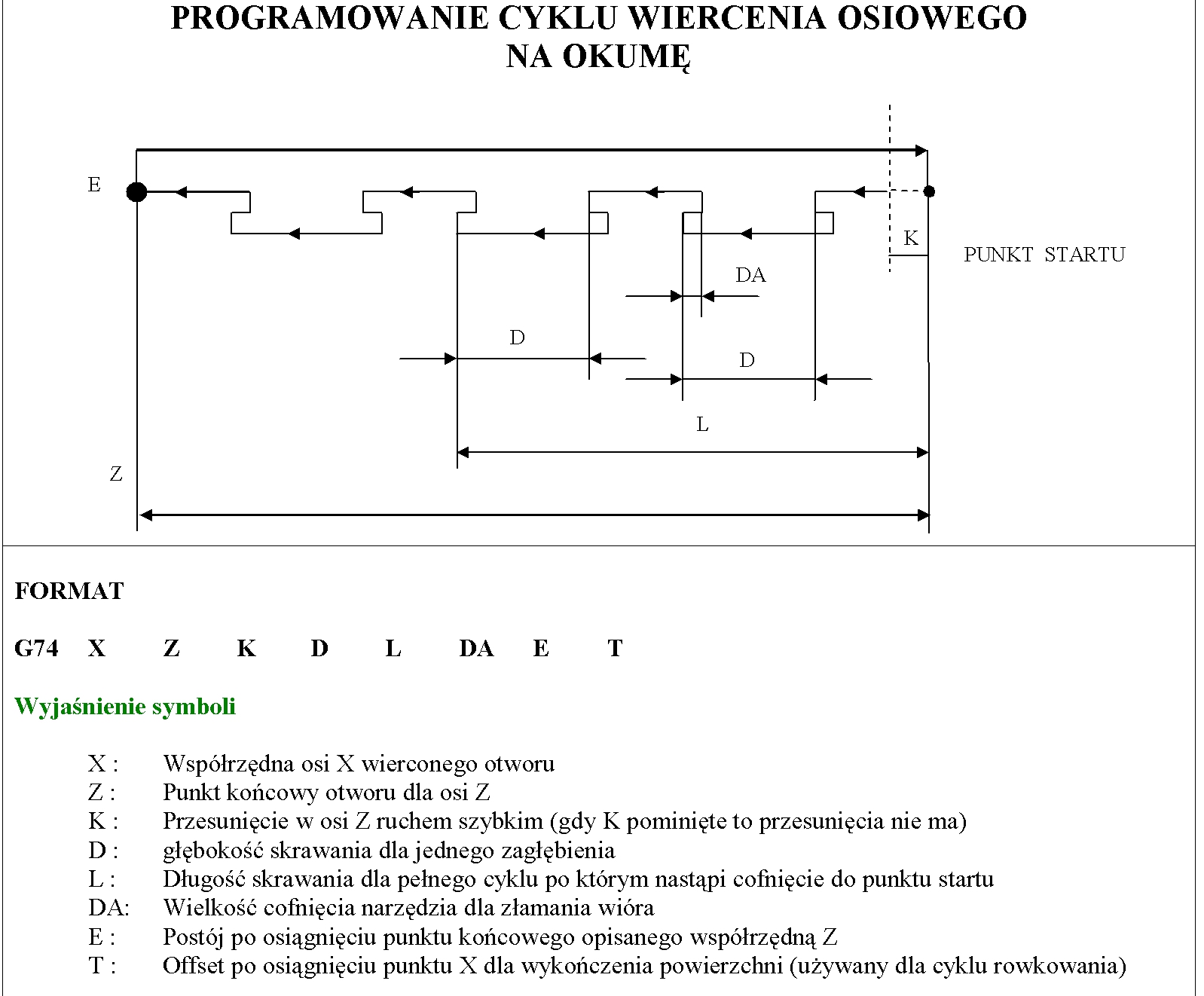
Hehe obawiam się że zaraz będzie post typu "okuma to nie fanuc", więc chyba odpowiednim miejscem dla tego tematu będzie -Inne obrabiarki przemysłowe :grin: Potrzebuje opis cyklu głębokiego wiercenia na tokarkę. Sterowanie OSP500 lub OSP5000 jeden pieron :) Jeśli wiercenie osiowe na tokarkę 2-osie to...
- 26 lut 2016, 08:20
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 840C - stałe obroty
- Odpowiedzi: 9
- Odsłony: 3151
- 25 lut 2016, 17:41
- Forum: Siemens Sinumerik CNC
- Temat: Sinumerik 840C - stałe obroty
- Odpowiedzi: 9
- Odsłony: 3151
- 20 lut 2016, 09:41
- Forum: G-CODE - programowanie
- Temat: g code- pomoc
- Odpowiedzi: 14
- Odsłony: 4249
- 13 lut 2016, 14:24
- Forum: G-CODE - programowanie
- Temat: Program na promień R625
- Odpowiedzi: 6
- Odsłony: 2213
- 13 lut 2016, 08:22
- Forum: G-CODE - programowanie
- Temat: Program na promień R625
- Odpowiedzi: 6
- Odsłony: 2213
@Krzycho_wporzo - Nie wiem jak fanuc przyjmuje wartości, ale mam jedną hitachi z fanucopodobnym sterowaniem seicos, tam trzeba dawać kropki przy wartościach, inaczej bierze jako tysięczne mm Nie wiem jak na twoim sterowaniu, ale na Fanuc'u odpowiedzialny jest bodajże parametr 3401.0 DPI decimal poi...
- 10 lut 2016, 10:38
- Forum: G-CODE - programowanie
- Temat: Program na promień R625
- Odpowiedzi: 6
- Odsłony: 2213
- 30 sty 2016, 16:28
- Forum: Fanuc
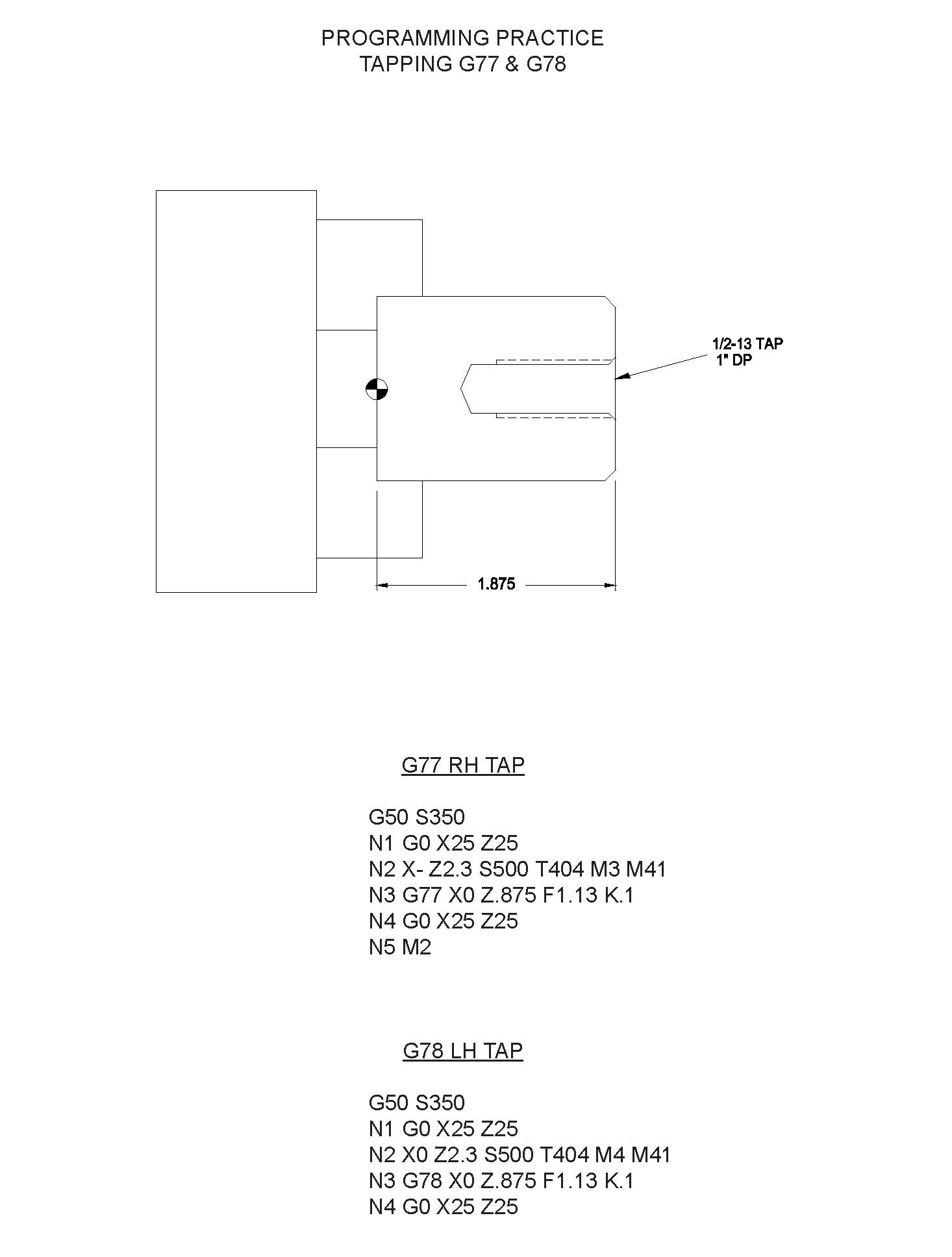
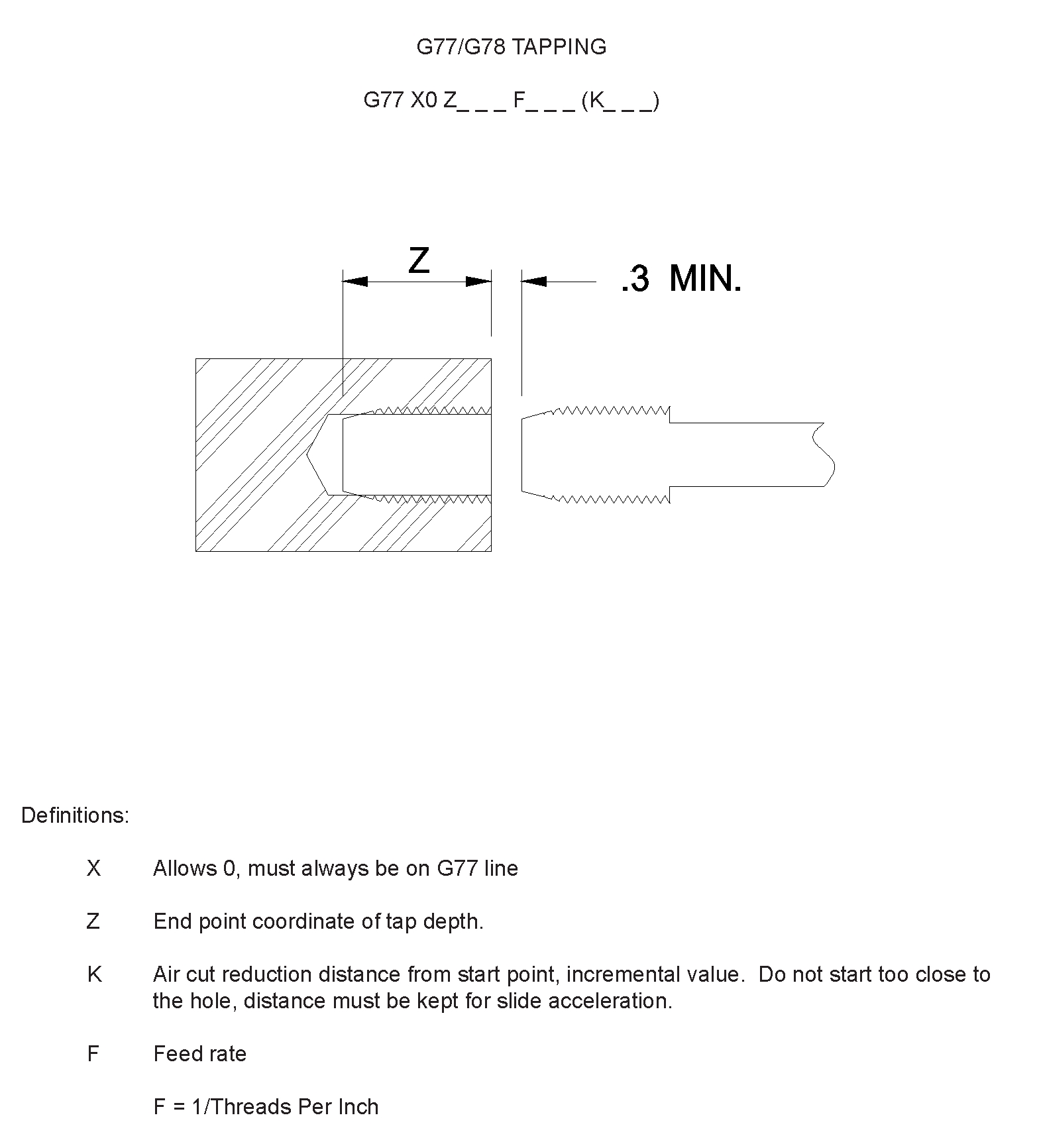
- Temat: gwintowanie na okuma lb15
- Odpowiedzi: 7
- Odsłony: 2097