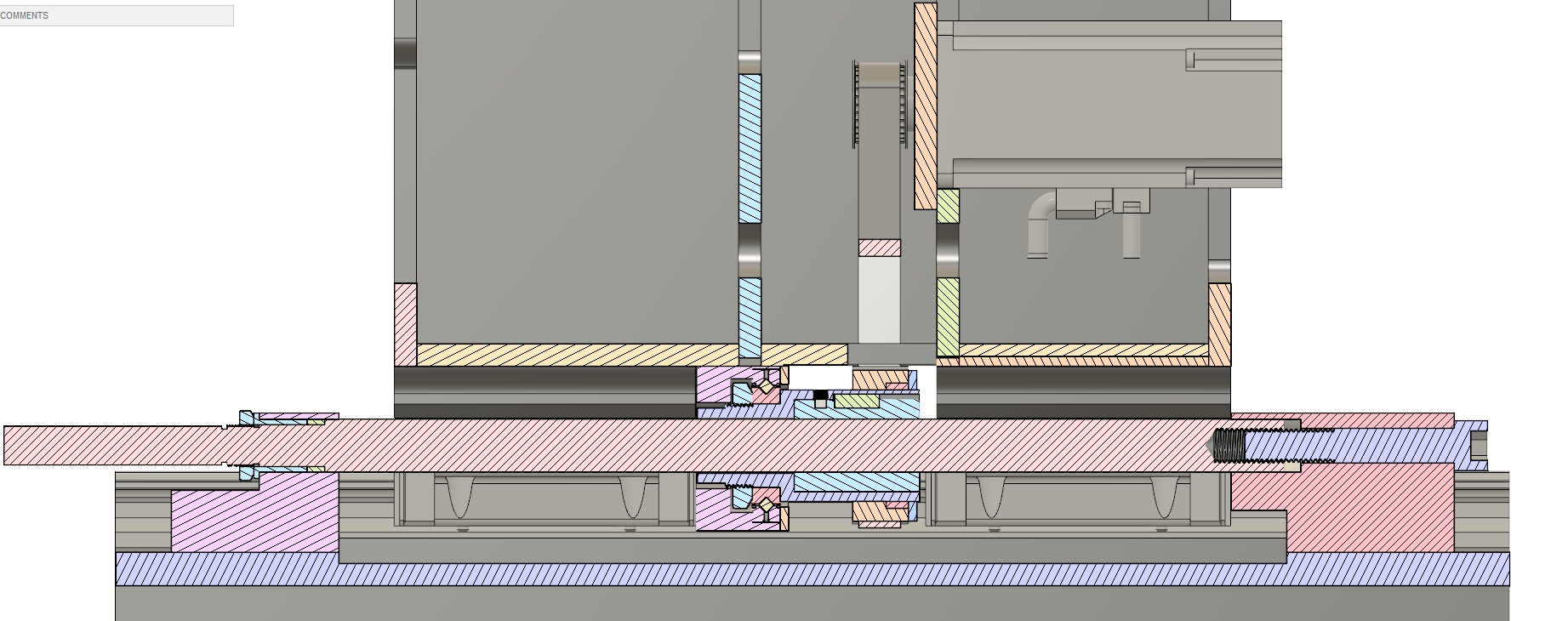
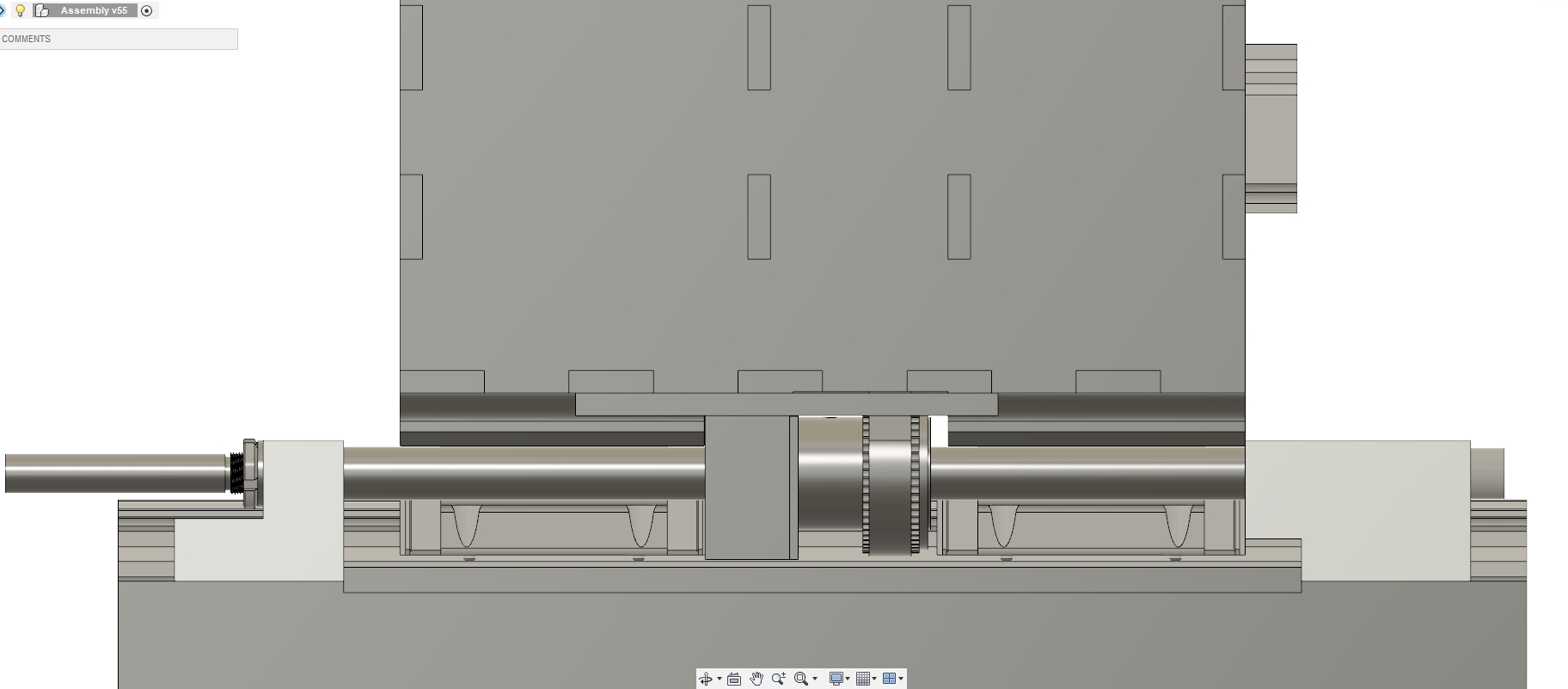
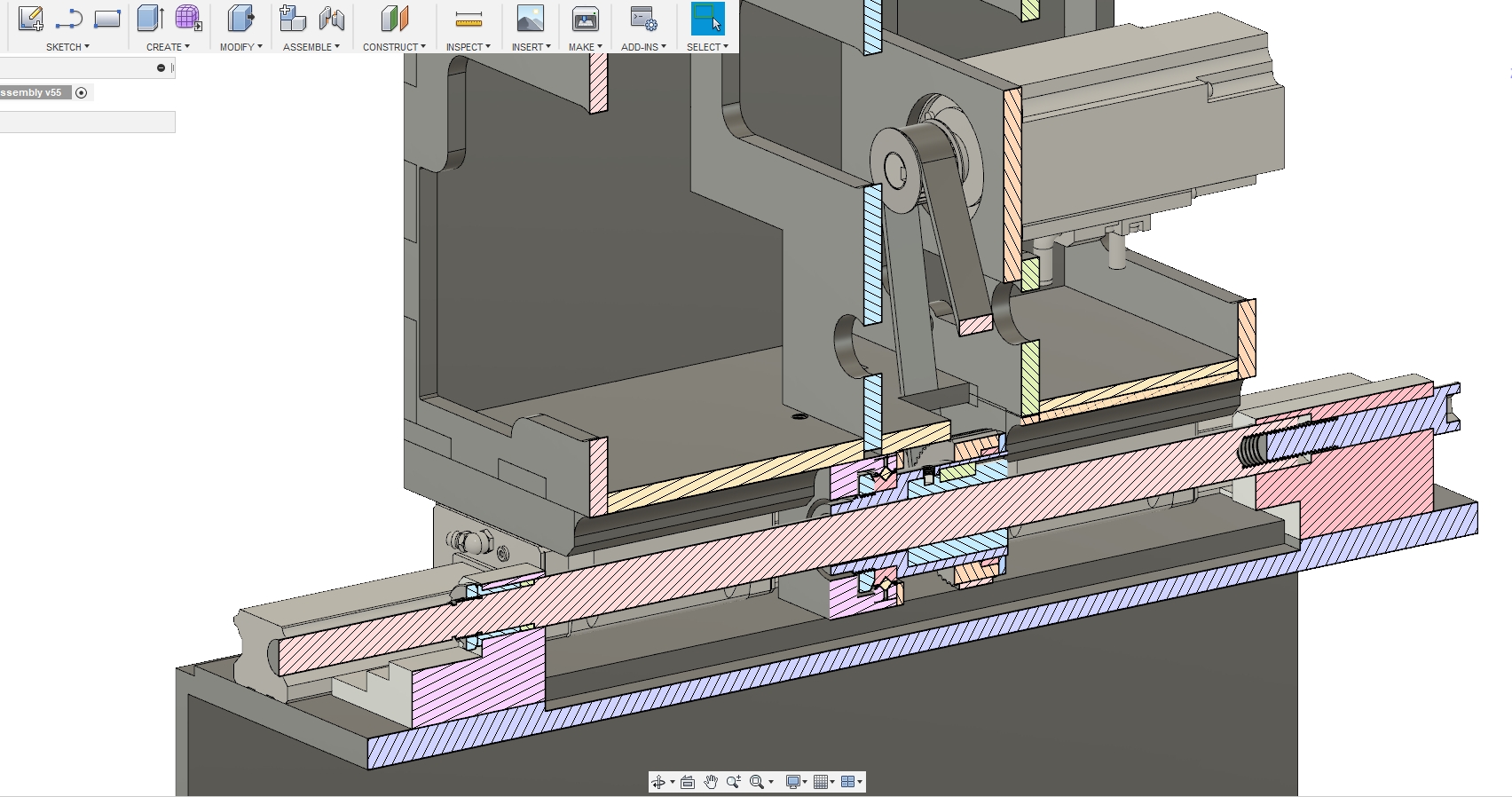
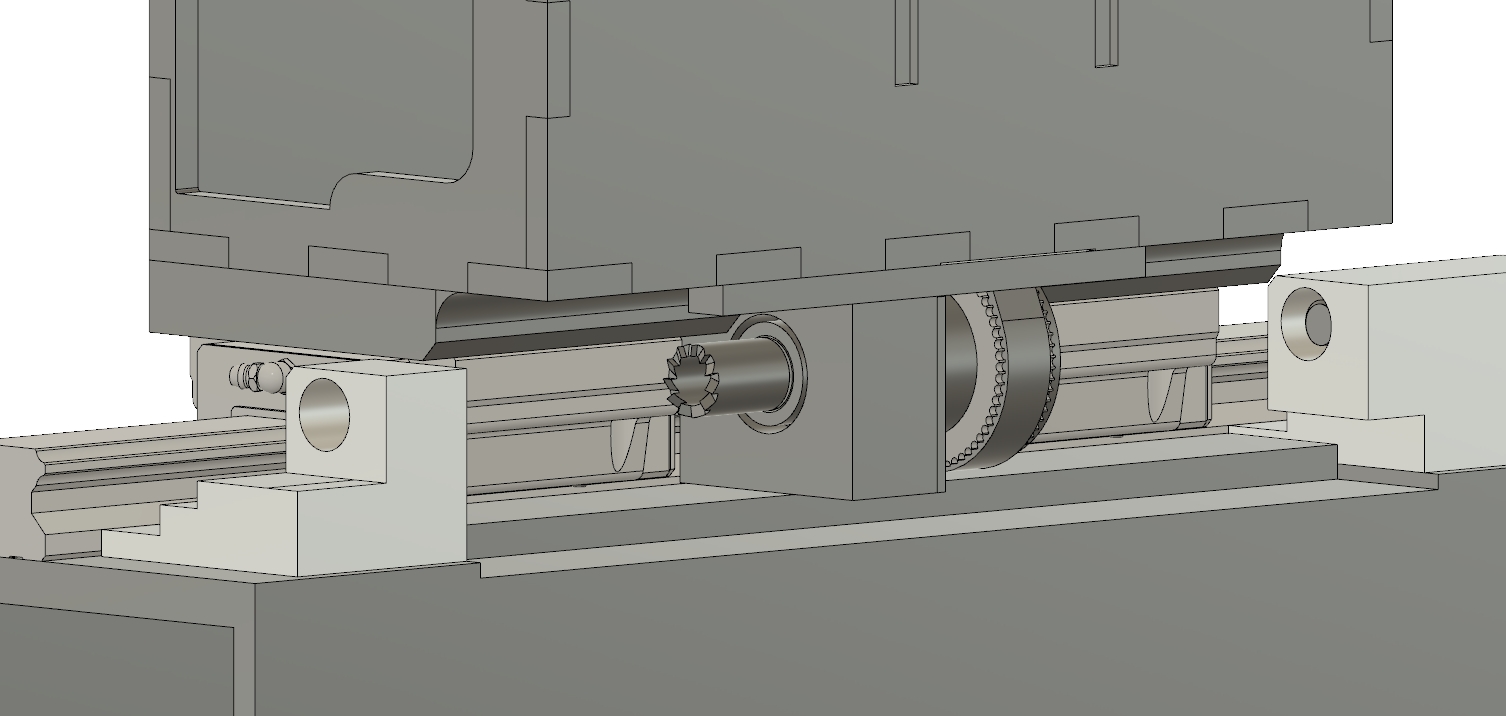
Załatwiłem kolejną parę i z dużym opóźnieniem zmontowałem bloki łożyskowe a następnie zamontowałem pierwszą śrubę. Druga wciąż czeka na swoją kolej. W zasadzie maszyna już powoli ożywa, potrafi się już bazować respektuje limity itp.
Teoretycznie wstępne strojenie napędów też już za mną, ale muszę jeszcze sporo posiedzieć żeby to miało ręce i nogi.
Najgorzej jest w osi Z gdzie też pojawia się dziwne zjawisko, po najechaniu na krańcówkę silnik wariuje i kręci w prawo i lewo o nie za duże wartości. Sądzę, że wynika to właśnie z złego dostrojenia i samej krańcówki która ma dużą precyzję i bardzo małą histerezę.
Dzisiaj na tapetę trafił falownik i jego podpięcie do elektrowrzeciona, jak na razie z marnym skutkiem.
Falownik to ABB ACH550, poustawiałem w nim już najważniejsze parametry takie jak maksymalne napięcie, częstotliwość itp, niestety jednak przy próbie uruchomienia wrzeciona wyskakuje mi błąd "ID RUN FAIL" i zupełnie nie wiem dla czego, dokumentacja wskazuje tylko, żeby sprawdzić podłączenie silnika, czy wszystko jest w porządku. Może miał ktoś styczność z tą serią falowników ABB i byłby wstanie coś podpowiedzieć?
Przy próbie uruchamiania, widzę na falowniku że częstotliwość rośnie od zera do ~1,3Hz i w tym momencie wyskakuje błąd, nie zaobserwowałem jednak, żeby wrzeciono obróciło się chociażby o ułamek obrotu.