



Znaleziono 5 wyników
Wróć do „PGM call lub własny cykl”
- 17 lis 2025, 15:51
- Forum: Heidenhain
- Temat: PGM call lub własny cykl
- Odpowiedzi: 26
- Odsłony: 1228
Re: PGM call lub własny cykl
A bo chciałem otwarte drzwi wywarzyć. Puściłem dzis cykl 262 i przyznam że dobrze wyszło frezem fi 2 podcięcie pierwszego gwintu.
- 17 lis 2025, 07:35
- Forum: Heidenhain
- Temat: PGM call lub własny cykl
- Odpowiedzi: 26
- Odsłony: 1228
- 15 lis 2025, 15:33
- Forum: Heidenhain
- Temat: PGM call lub własny cykl
- Odpowiedzi: 26
- Odsłony: 1228
Re: PGM call lub własny cykl
Nie mam w cyklach frezowania toroidalnego, cyklu grawerowania oraz wiercenia wjeżdżając i wyjeżdżając z otworu na wolnych obrotach. Reszta cykli jest. Spróbuję w poniedziałek twojego sposobu.
- 15 lis 2025, 13:07
- Forum: Heidenhain
- Temat: PGM call lub własny cykl
- Odpowiedzi: 26
- Odsłony: 1228
Re: PGM call lub własny cykl
Sterowanie iTNC530 jest na maszynie. Mam cykl 208. Tyle że w tym cyklu zawsze zaczyna od środka do prawej, a gwint kończy się w różnych miejscach. Stąd pisany ręcznie pod dany kąt startu gwintu.Steryd pisze: ↑14 lis 2025, 08:13No przydałoby się...
Masz tam cykl 208? Jakie w ogóle tam masz sterowanie?
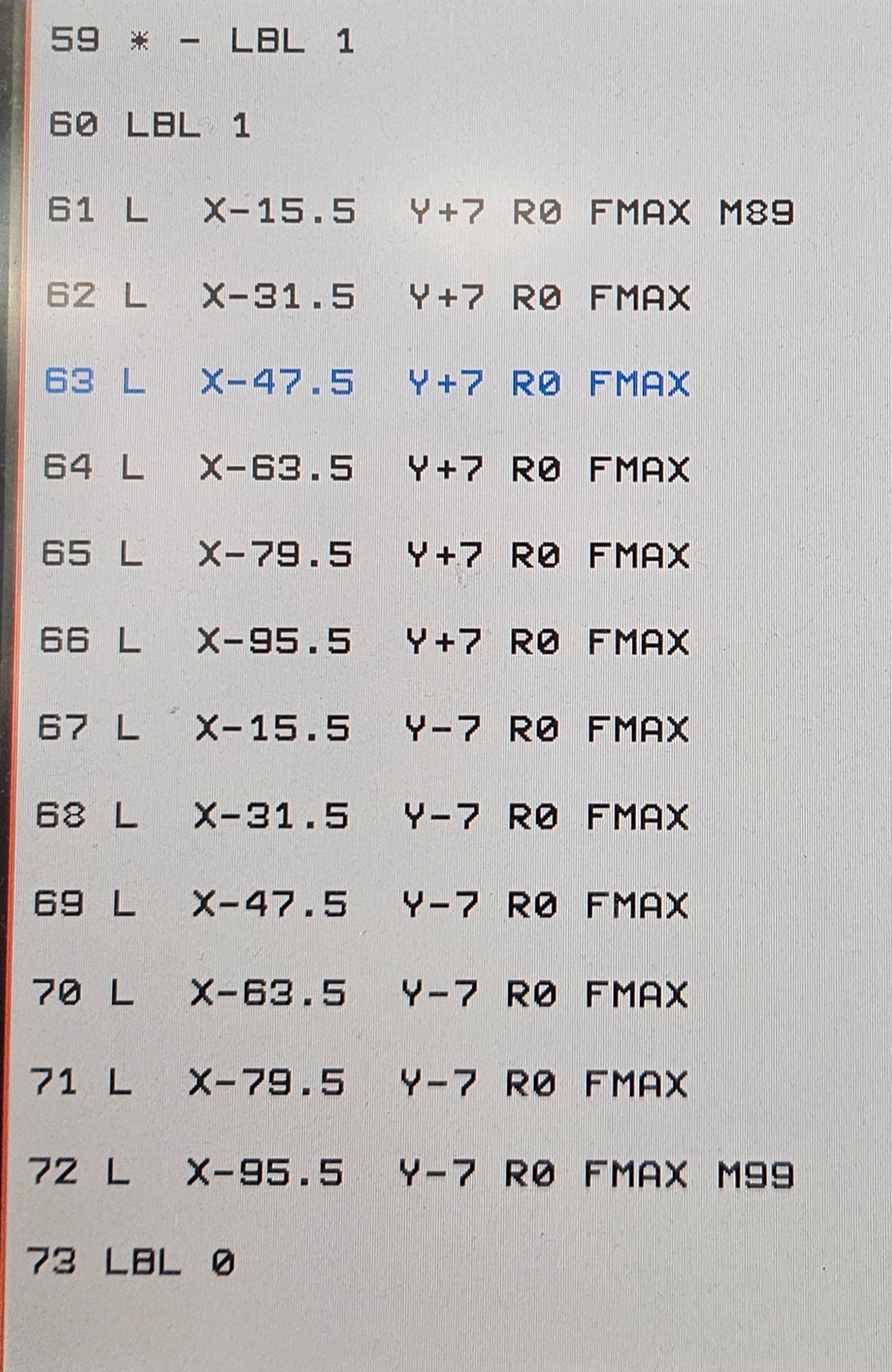
Wiesz, że M99 musisz postawić przy każdej pozycji, a nie tylko pierwszej i ostatniej?
Ale M99 wywoła Ci cykl obróbczy, a nie pgm, ani LBL (oczywiście w LBL-u możesz wywoływać kolejne LBL-e, czemu nie).
Podcinam pierwszy zwój gwintu, ponieważ jest on postrzępiony, cienki i jest ryzyko oderwania się wraz z wkręcaniem w niego śruby. Drugorzędna sprawa to ułatwione wkręcanie. Rzeczy, które wykonuję, działają w hydraulicznych układach samochodowych. Pracuję w dziale prototypów w branży automotive.
W mojej maszynie M89 zaczyna 1. pozycję, a na ostatniej kończy M99.
Nawet w instrukcji Heidenhain jest to opisane.
- 14 lis 2025, 07:30
- Forum: Heidenhain
- Temat: PGM call lub własny cykl
- Odpowiedzi: 26
- Odsłony: 1228
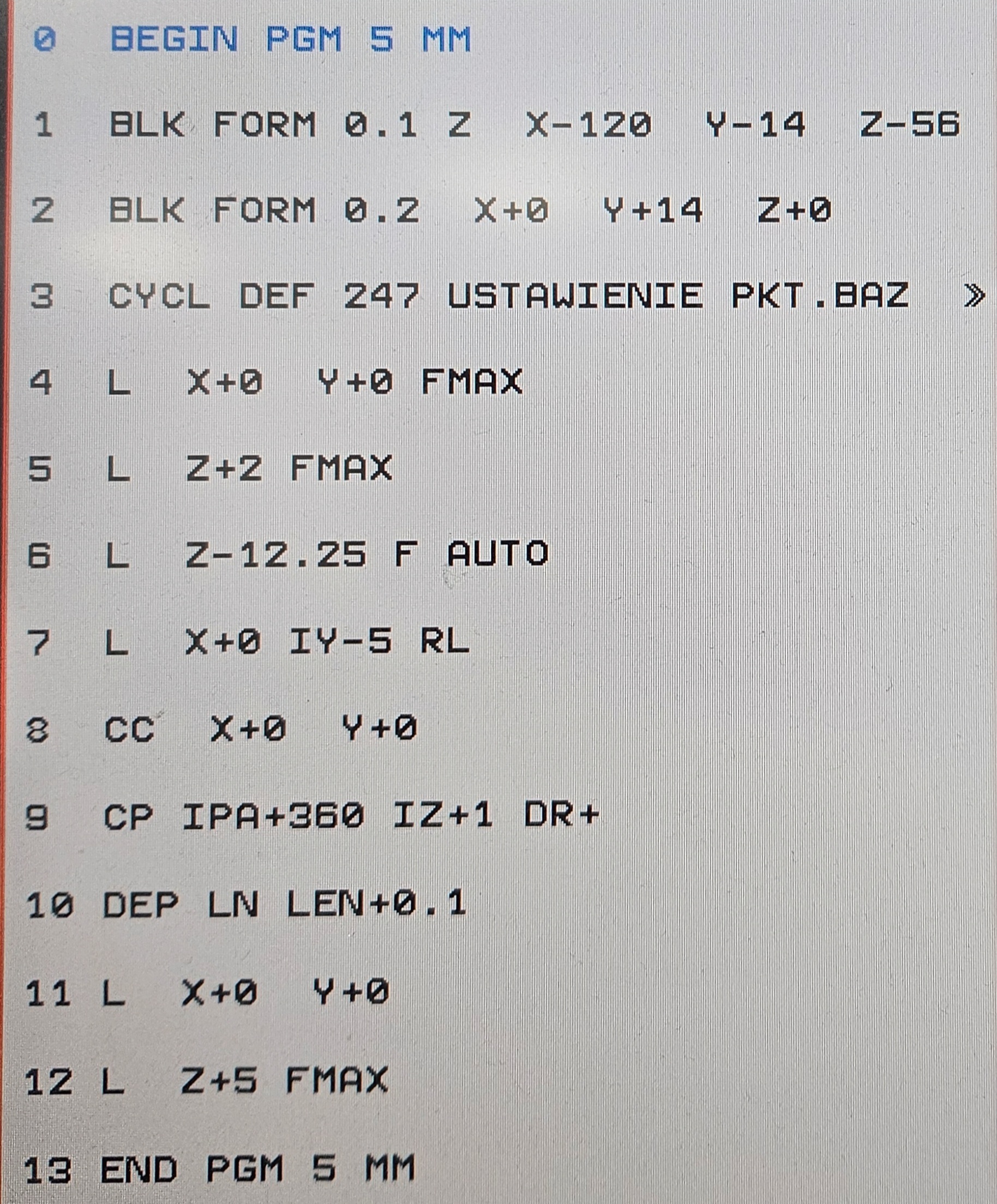
PGM call lub własny cykl
Dzień dobry, mam na imię Krzysztof i pracuje na Hermle C600U od 4lat.
Podstawy znam świetnie problem zaczyna się gdy trzeba zrobić coś bardziej nie standardowego w pisaniu programu.
Problem mam z zaimplementowaniem krótkiego kodu napisanego pod wycinanie 1 zwoju gwintu w otworze. A że tych otworów jest 12 to nie chce do każdego otworu pisać osobno tego kodu.
I teraz przydałoby się mój prosty kod wywoływać z Call LBL w którym jest 12 współrzędnych do pozycji tych otworów.
Podstawy znam świetnie problem zaczyna się gdy trzeba zrobić coś bardziej nie standardowego w pisaniu programu.
Problem mam z zaimplementowaniem krótkiego kodu napisanego pod wycinanie 1 zwoju gwintu w otworze. A że tych otworów jest 12 to nie chce do każdego otworu pisać osobno tego kodu.
I teraz przydałoby się mój prosty kod wywoływać z Call LBL w którym jest 12 współrzędnych do pozycji tych otworów.






