



Co do maszyny nie mam zastrzeżeń przeszła serwis w tym tygodniu, oraz nigdy nie miała kolizjii.mag999 pisze: ↑02 lut 2025, 18:58rafano pisze: ↑01 lut 2025, 17:48Wytaczak na trzonek 25 mm? Wysunięty na 102 mm daje ~4d co przy trafieniu z parametrami powinno pozwolić na dobrą powierzchnię.
Różnica między f a 0,5d sugeruje że pozwoli toczyć Twój stożek.
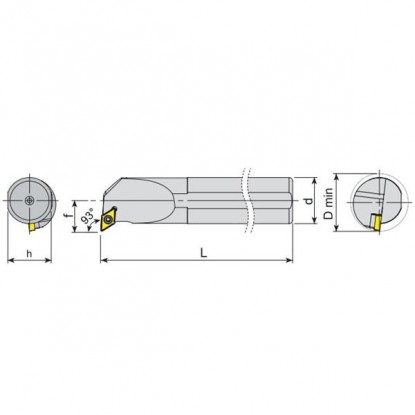
Zdaje mi się że D min jest z pewnym zapasem/zaokrągleniem i powinien się zmieścić w 31,54.
- szerokość trzonka d - 25 mm
- szerokość h - 23 mm,
- długość całkowita L - 250 mm,
- wysokość robocza f - 17 mm,
- minimalna średnica otworu D min - 32 mm
W teorii. Mitsubishi ma stalowe trzonki z taką jak by łezką która zabiera drgania. Tungaloy ma trzonki w wstawką z węglika. Może tu trzeba by poszukać.
Ogólnie jest pewne że geometria maszyny jest ok?
Dodane 2 minuty 22 sekundy:
Pomyśle nad tym Tungaloyem, bo gdy patrzyłem na Sandvika to jedynie na zamówienie i to trzonki Q12 na płytke która nie da rady zrobić tego stozka. Dziękuje za rade.mag999 pisze: ↑02 lut 2025, 18:58rafano pisze: ↑01 lut 2025, 17:48Wytaczak na trzonek 25 mm? Wysunięty na 102 mm daje ~4d co przy trafieniu z parametrami powinno pozwolić na dobrą powierzchnię.
Różnica między f a 0,5d sugeruje że pozwoli toczyć Twój stożek.
Zdaje mi się że D min jest z pewnym zapasem/zaokrągleniem i powinien się zmieścić w 31,54.
- szerokość trzonka d - 25 mm
- szerokość h - 23 mm,
- długość całkowita L - 250 mm,
- wysokość robocza f - 17 mm,
- minimalna średnica otworu D min - 32 mm
W teorii. Mitsubishi ma stalowe trzonki z taką jak by łezką która zabiera drgania. Tungaloy ma trzonki w wstawką z węglika. Może tu trzeba by poszukać.
Ogólnie jest pewne że geometria maszyny jest ok?







