



tak, wybranie już zrobiłem całą długością roboczą freza czyli zagłębiając się w materiał na Z-59, cały program wrzucę jutro jak będęWZÓR pisze: ↑25 sie 2024, 12:38Z tekstu wynika , że już te wybranie zrobiłeś .wagrafek pisze: ↑25 sie 2024, 09:35witam,
maszyna St30Y narzędzia napędzane
mam do wykonania kieszeń wewnętrzna na L-59 od czoła detalu mat. fi50 kontur opisany niżej, o ile poradziłem sobie ze zrobieniem detalu przez wejście freza całą długością do otworu w detal i frezowanie konturu, ale już wiem że jest to zła strategia obróbki ( całą długością freza fi16 L-59) bo przeciążenie maszyny idzie ponad 100% na czerwono i "na ucho" nie brzmi dobrze.
.....
W jakim cyklu to zrobiłeś i gdzie jest początek i koniec programu ?
Bo na foto tego nie widać.
Przybieraj głębokość warstwami , z programu zrób podprogram i wywołaj go n_ razy w cyklu M97
Mariusz.
w pracy. Ale moje pytanie brzmi czy jest możliwość "rozfrezowania" tego konturu, poprzez interpolację i jednoczesne opuszczanie się w osi Z na -, do wymaganej długosci czyli do Z-59
Dodane 57 minuty 24 sekundy:
tuxcnc pisze: ↑25 sie 2024, 12:55Totalna bzdura.
Nie zachowujesz skali.
Mylisz X z Y.
Używasz G2 i G3 kiedy oba łuki są w jednym kierunku.
Po cholerę do tak prostego zadania używasz kompensacji? Nie prościej wykonać dwa odejmowania? No ale jeśli już użyłeś kompensacji, to ją odwołaj przed ostatnim ruchem, a nie na koniec programu.
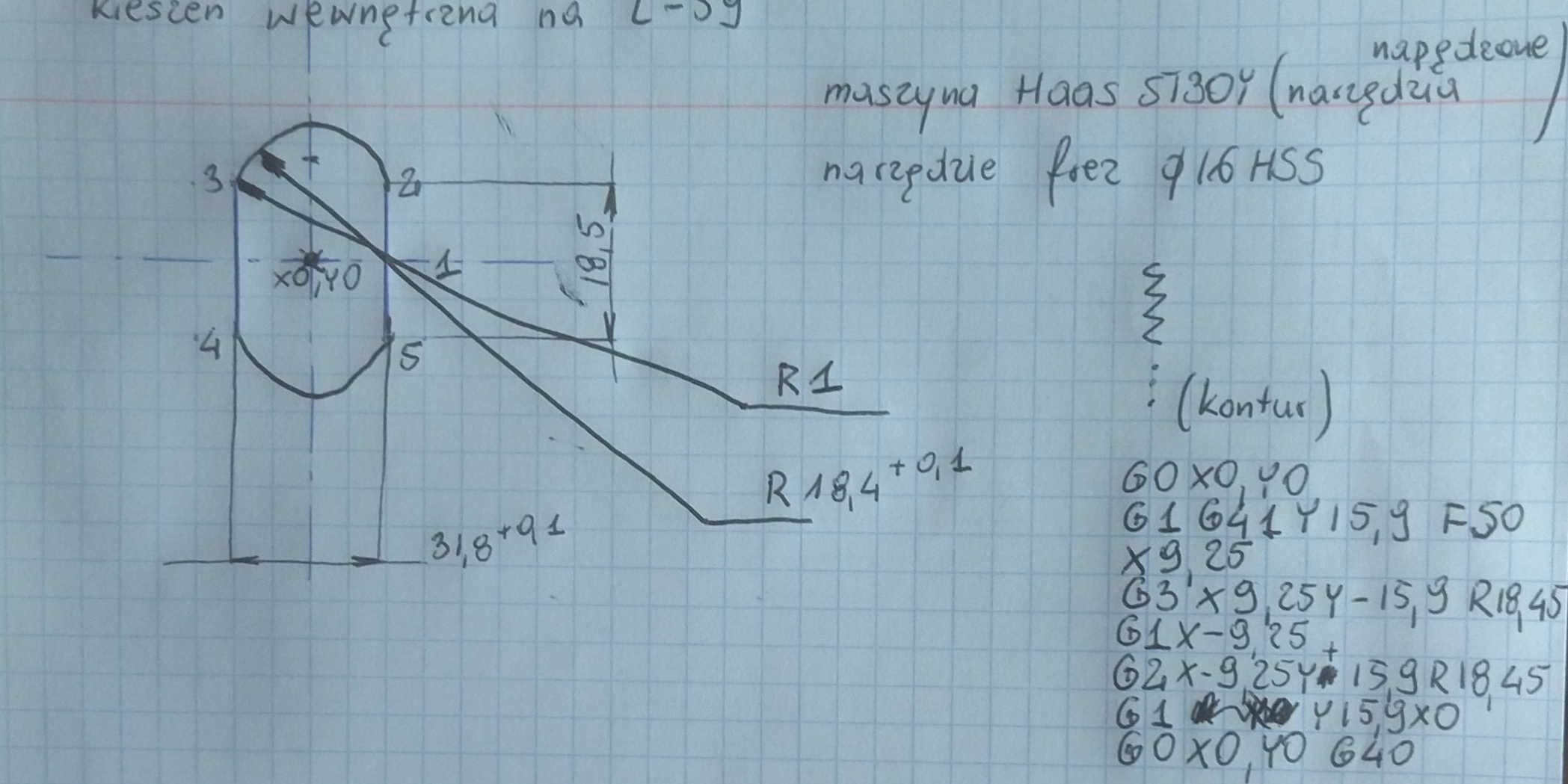
tak widzę błąd, a nawet wielbłąd, przy drugim łuku powinno być oczywiście G3 X-9.25 Y15.9 R18.45, pewnie nie zachowuję skali też, ale moje pytanie brzmi czy można wykonać kontur poprzez interpolację spiralną, zagłębiając się w osi Z na -. Wykonałem wybranie całą długością roboczą freza zagłębiając się na L-59, ale chce zmienić strategie obróbkową, żeby wykonać kontur powierzchnią czołową freza poprzez interpolację spiralną od czoła przybierając głębokość warstwami, z programu zrób podprogram i powielając podprogram n_ razy w cyklu M97 do zadanej głebokości czyli w tym przypadku do Z-59






