My Polacy mamy tu jeszcze wiele do nadrobienia
Jest Wielki Post, to się nawracajmy do miłości bliźniego
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „LinuxCNC na USB lub Ethernet - reaktywacja”
cawboy pisze:Nie wiem czy dobrze zrozumiałem, ale chcesz 5 osiową maszynę na serwach wraz z enkoderami, liniałami, wrzecionem, pewnie też czujnikiem narzędzi, krańcówkami itp "drobiazgami" wysterować za pomocą LPT?
drzasiek90 pisze:Regulator potrzebuje 10 iteracji a więc 10 ms aby wypracować moment 100N na śrubie
tuxcnc pisze:żeby cokolwiek uniemożliwiać, a już na pewno nie uniemożliwiać nieprzewidywalne
drzasiek90 pisze:uniemożliwiając wystąpienie nieoczekiwanego przesunięcia
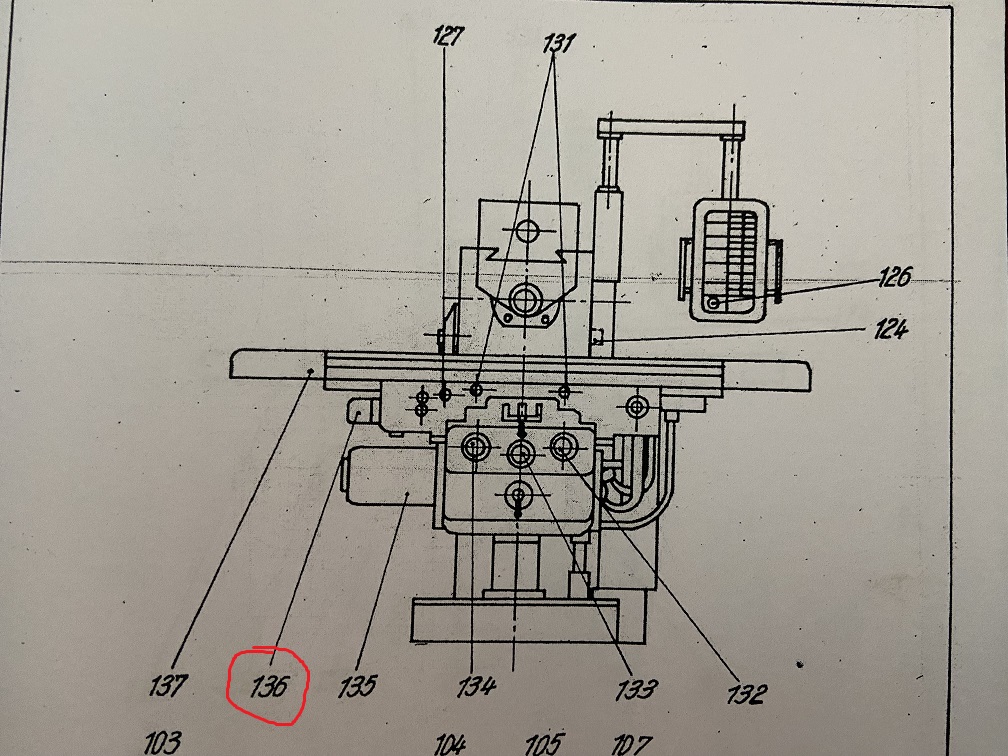
Wygląda to tak:drzasiek90 pisze:Nie wiem na czym polega to mechaniczne kasowanie luzu dodatkowym silnikiem w tej maszynie.

drzasiek90 pisze:ten zazwyczaj potrzebuje kilku, kilkunastu iteracji aby wypracować odpowiednią poprawkę
drzasiek90 pisze:Ale trzeba stawiać czoła niedogodnościom jakie stawia przed nami los
Avalyah pisze:Ale luzy będą przecież na łożyskach, śruba się rozciąnie itd. Ogólnie ta setka dokładności to się wydaje dość ambitnym założeniem.
We frezarce tej jest dodatkowy silnik do automatycznego usuwania luzu na śrubie. Nie wiem - czy to pomoże?drzasiek90 pisze:Jeśli sterownik na podstawie sprzężenia zwrotnego z liniału ma wypracowywać jedynie poprawki wynikające ze słabej dokładności śruby - to owszem przy niskich prędkościach nie jest konieczna aż tak wysoka częstotliwość regulacji.
drzasiek90 pisze:Ale jeśli sterownik ma odpracowywać błąd wynikający z luzu na śrubie i układzie napędowym - wtedy nie ma znaczenia prędkość ruchu, konieczna jest bardzo wysoka częstotliwość i jakość regulacji.
drzasiek90 pisze:Można także zrobić odciążnik regulowany, zazwyczaj wiesz ile kładziesz na stole.
Steryd pisze:Do obciążania stołu jak znalazł pasowała by hydraulika. Latwo zrealizować regulację nawet automatycznie.
drzasiek90 pisze:W tym temacie doświadczenia nie mam, ale logika podpowiada, że skrobanie loża w warunkach amatorskich jakoś nie idzie w parze z dokładnością mikronowa jaką chcesz uzyskać.
drzasiek90 pisze:Jeśli to drugie a linuxcnc ma realizować PID, to ja tego nie widzę. Wątek serwo zazwyczaj pracuje z okresem 1ms. Można to zmienić ale nie wiem ile można zejść na karcie mesa. Ale 1khz to jest za niska częstotliwość dla regulatora pozycji, co najmniej o 2 rzędy wielkości na niska.
Jak dla mnie, liniał powinien być czytany przez sterownik servo - sprawdź czy tak jest i czy twój sterownik to obsługuje.
drzasiek90 pisze:Odciążnik dla samej wagi stołu, ale skoro można zamontować raz 20kg a innym razem tonę, to uniwersalny odciążnik nie zda egzaminu.
drzasiek90 pisze:Stare maszyny bywają wysłużone, może okazać się, że to co chcesz uzyskać na napędzie, stracisz na zużytych prowadnicach. Chyba, że wychwycisz jakąś perełkę.
drzasiek90 pisze:Liniały będą podłączone do sterownika serva czy do Linuxa i to linux ma realizować pętlę sterowania pozycją ze sprzężeniem zwrotnym?
drzasiek90 pisze:Generalnie fajne hobby, ale wydaje mi się, że można utopić sporo pieniędzy i popełnić kosztowne błędy rzucając się od razu na taką kosztowną inwestycję. Warto czasami zbudować najpierw coś małego/prostego aby zrozumieć zasadę i potrzeby. Popełnione błędy mniej wtedy kosztują.







