Zrobiłem twoim sposobem dzieląc przejazdy co 0.5mm z płytką okrągłą o promieniu R5.jasiu... pisze: ↑26 lip 2023, 20:24Albo przelicz sobie w jaki sposób ten promień zrobić "schodkami". Kiedyś w ten sposób (bo nie było CNC) ludzie toczyli. Bierzesz płytkę z promieniem powiedzmy 0.8 i zagłębiasz się przesuwając "Z" o 2 dychy, a z wcześniej policzonej tabelki masz, do jakiej wartości wjechać na "Z". dojeżdżasz w Z na początek toczenia, wjeżdżasz X do zadanej wartości, wycofujesz, przybierasz w Z dwie dyszki, patrzysz na tabelkę, dojeżdżasz, wycofujesz, robisz ptaszka, że to przejście zrobiłeś, znowu dodajesz dwie dyszki...
No pewnie, że w Excelu można to wyliczyć.
Bo gdy się nie ma co się lubi, a przy okazji ma się troszkę czasu, to można i w ten sposób. Trzeba sobie radzić, jak powiedział pewien góral, zawiązując buta dżdżownicą.
Fajnie wyszło nawet i odczyt cyfrowy był bardzo pomocny przy tym jedynie jakieś nierówności jak były niewielkie to wyrównałem szlifierką z papierem ściernym.
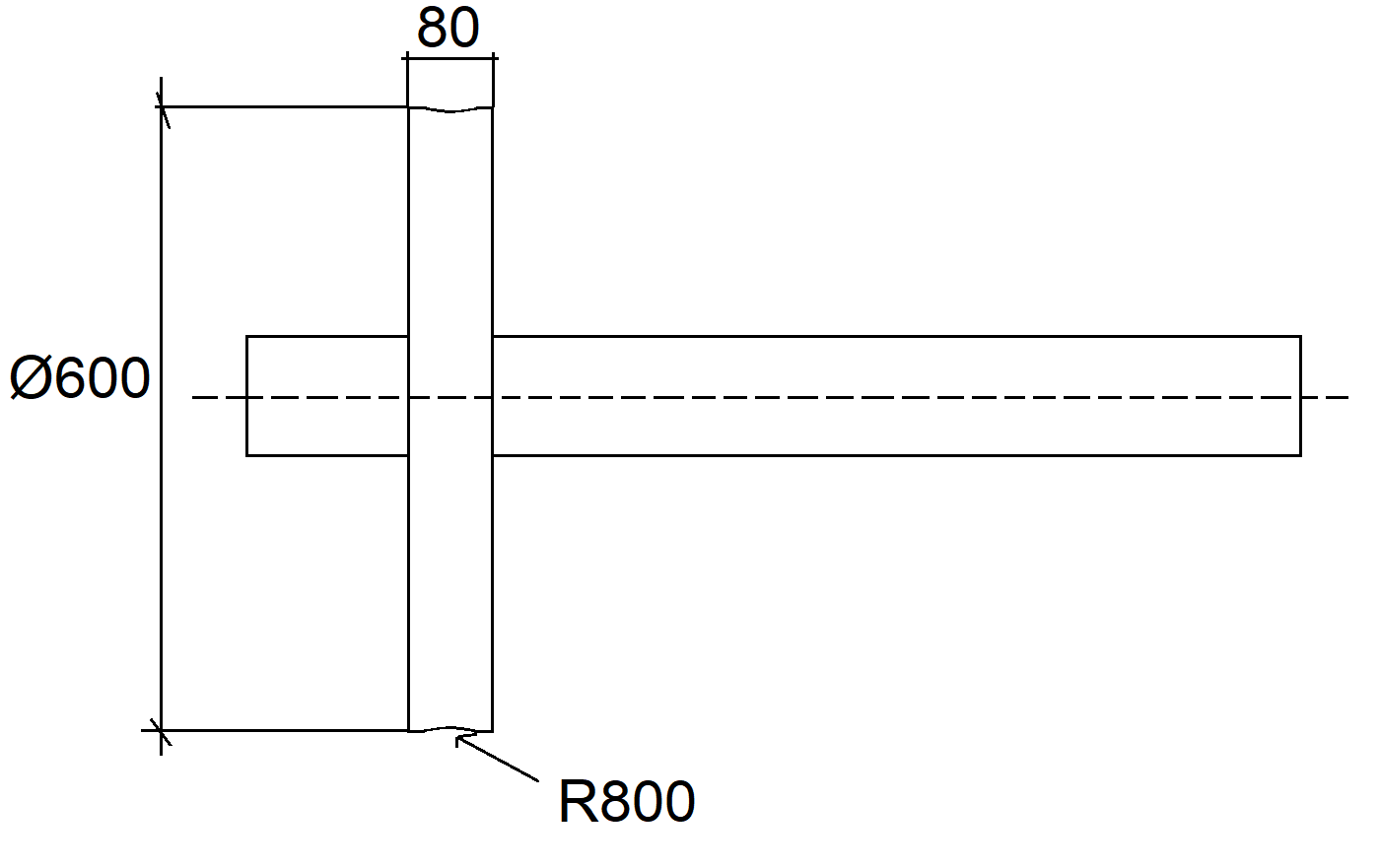
Okazało się na koniec, że to koło pracuje na szynie o promieniu R600 więc aż tak ważny nie był promień w dokładności ale to dowiedziałem się po wykonanej pracy bo wcześniej to zarzekali się, że ma być jeden do jednego