



Paeelsz321 pisze:Do cienkich blach np lepsze by było zastosowanie piachu np 120 A cisnienie np wiele Ci nie zmieni,. Szkło np tne na takim samym ciśnieniu jak wszystko inne jedynie wejścia w material wciecia robię na niskim
Podejrzewam, że mielibyśmy wtedy problem z przełączaniem się z jednego piasku na drugi. Mamy jeden duży zbiornik na garnet - wchodzi ponad 1 t. Dobre by było rozwiązanie z dwoma osobnymi zbiornikami na garnet o różnej gradacji.
Na takim samym ciśnieniu to znaczy na jakim?
Paeelsz321 pisze:Fakt że używam innej maszyny ale np u mnie w tubie podające piach są tulejki regulujące przepływ i mierzy się ile dana tuleja przepuszcza konkretnego piachu bo ten nie jest sobie równy zależnie od dostawcy w ciągu minuty i ta wartość jest stała później jak już ją ustawie do każdego ciśnienia , nie wiem co reguluje ilość przepływu w tTwojej maszynie
U nas jest elektroniczny dozownik który sam sobie dozuje ilość piasku zadaną w programie. Oczywiście musimy kalibrować piasek przy nowych dostawach mierząc wagę piasku w jednostce czasu. (Oprócz tego w CAMie podaje się jeszcze współczynnik garnetu - ta sama masa różnych garnetów może mieć w sobie różną ''energię''). Pytanie ile optymalnie garnetu ustawiać dla konkretnego ciśnienia.
WP Kamil pisze:Na większość parametrów powinna być tabelka od producenta głowicy/pompy. To producent przeprowadza testy i dobiera optymalne parametry empirycznie, tak żeby każdy jego klient nie musiał startować od zera.
Jak miałem parametry producenta £ to po pierwszych cięciach zmniejszałem ilość piasku do momentu aż nie docinalo na pełną głębokość lub pogarszała się jakość krawędzi- wtedy wracałem na ostatnią znana bezpieczna ilość.
Sklejki, jakieś tworzywa- bez ścierniwa
Generalnie- jak najmniejszą ilość ścierniwa- mniej czyszczenia .
Oczywiście jest tabelka i od producenta i od CAMa. Nie ma konkretnych parametrów, ale są podane ''optymalne zakresy'' Tak to wygląda w igems:
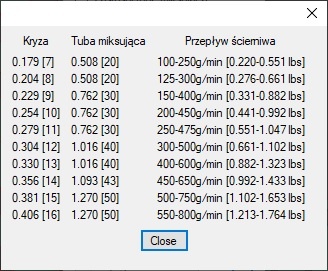
Dla mojej kombinacji kryza/tuba jest to 400 - 600 g/min przy max. ciśnieniu.
Producent z kolei zaleca 250 - 650 g/min (dosyć duży przedział
Nie wiem jak to wygląda u Ciebie - u mnie albo CAM albo bezpośrednio sterowanie maszyny przelicza prędkości dla różnych jakości cięcia przy zadanych parametrach i na ogół to działa dobrze - choć dla cienkich blach prędkości są nieco za wysokie i na najgorszej jakości nie docina. A na bardzo grubych blachach prędkość na najgorszej jakości mogłaby być trochę niższa.
Ogólnie prędkość cięcia zwiększa się bardziej jeśli zwiększymy ciśnienie niż ilość garnetu o podobną wartość procentową. Np. jeśli tnę stal 30mm przy ciśnieniu 3800 bar i 300 g/min - prędkość dla jakości zgrubnej wynosi 60,1 mm/min. Jeśli zwiększę tylko garnet do 400 g/min prędkość wzrośnie do 67,32 g/min. Jeśli zwiększę tylko ciśnienie do 4130 bar a garnet zostanie na poziomie 300 g/min - prędkość to 70,15 mm/min. Pytanie czy jest sens zwiększać ilość garnetu (aż o 100 g !) skoro prędkość cięcia wzrasta stosunkowo tylko niewiele. (?)






