



Cześć wszystkim,
nie znalazłem tematu do przywitań, więc przedstawię się tutaj. Od niedawna pracuję na wycinarce wodnej. Jest to mój pierwszy kontakt z tego typu maszynami, nie jestem też po szkole technicznej, ale myślę, że odrobina zmysłu technicznego i zaangażowania wystarczą w dobrym opanowaniu maszyny. Mój poprzednik z waterjeta pracował na nim krótko, teraz jest na innym stanowisku i dostałem tylko ogólne informacje o obsłudze maszyny; nie byłem też na szkoleniu producenta. Potrafię zrobić większość rzeczy ale inne wymagają wyjaśnienia.
Pracuję na sześcioosiowej (5 osi + obrotnik do rur) maszynie PTV UniJet z głowicą skrętną do 45 stopni, stołem 3000x4000 mm. Pompa 37kW (50KM) 3.8 L/min, 4137 bar, diamentowa kryza 13 (0.330 mm). Korzystamy z tub 40 (1.016 mm), garnet o gradacji 80 (w tym momencie kruszony). Sterowanie to AremPro CNC 886, CAD/CAM/NEST od IGEMS.
Nie znalazłem wyczerpującej odpowiedzi na forum i w tym temacie chciałem zapytać jak dobieracie parametry cięcia (ilość garnetu, ciśnienie przebicia i cięcia, itp.) do konkretnych materiałów i ich grubości. Dotychczas cięliśmy głównie na własne potrzeby stal czarną sporej grubości i było to na zasadzie - max. ciśnienie i 500g garnetu byle było szybko. Nie bardzo wiem jakie parametry dostosować do cienkich blach 1mm, 2mm itd., czy do innych materiałów typu szkło, guma, sklejki antypoślizgowe, teflon, itd. Często nie bardzo widzę różnicy w cięciu czy dam ciśnienie 2000 bar czy 3800 bar. Wiadomo, że jest szybciej, ale nie wiem czy jest sens. Ciężko jest mi też odpowiednio dopasować ilość piasku do ciśnienia, nie wiem jakie dawać proporcje. Wiem, że to również kwestia wyćwiczenia, ale po prostu brakuje mi jakiegoś punktu odniesienia.
Będę wdzięczny za pomoc.
Pozdrawiam
WaterJet - dobór optymalnych parametrów ciśnienia i garnetu


-
 kali77
kali77
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 121
- Rejestracja: 29 sty 2009, 14:44
- Lokalizacja: Elbląg
- Kontakt:
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
I jak? Znalazłeś "punkt odniesienia"?
Inżynier serwisu Water Jet.
YOU TUBE: https://www.youtube.com/channel/UCMmoO2 ... 2Za6W9GglQ
BLOG: http://borawskikrzysztof.blogspot.com
YOU TUBE: https://www.youtube.com/channel/UCMmoO2 ... 2Za6W9GglQ
BLOG: http://borawskikrzysztof.blogspot.com
-
Łysy123
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 20 wrz 2021, 18:09
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Tak, wiele się nauczyłem  Ale nie potrzeba tu ironicznych odpowiedzi; jeśli może Pan przekazać jakąś wiedze to jestem otwarty...
Ale nie potrzeba tu ironicznych odpowiedzi; jeśli może Pan przekazać jakąś wiedze to jestem otwarty...
-
Paeelsz321
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 45
- Rejestracja: 06 paź 2021, 06:52
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Do cienkich blach np lepsze by było zastosowanie piachu np 120 A cisnienie np wiele Ci nie zmieni,. Szkło np tne na takim samym ciśnieniu jak wszystko inne jedynie wejścia w material wciecia robię na niskim
Dodane 45 minuty 22 sekundy:
Dodane 45 minuty 22 sekundy:
Fakt że używam innej maszyny ale np u mnie w tubie podające piach są tulejki regulujące przepływ i mierzy się ile dana tuleja przepuszcza konkretnego piachu bo ten nie jest sobie równy zależnie od dostawcy w ciągu minuty i ta wartość jest stała później jak już ją ustawie do każdego ciśnienia , nie wiem co reguluje ilość przepływu w tTwojej maszynie
-
WP Kamil
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 318
- Rejestracja: 11 kwie 2014, 11:25
- Lokalizacja: Polska
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Na większość parametrów powinna być tabelka od producenta głowicy/pompy. To producent przeprowadza testy i dobiera optymalne parametry empirycznie, tak żeby każdy jego klient nie musiał startować od zera.
Jak miałem parametry producenta £ to po pierwszych cięciach zmniejszałem ilość piasku do momentu aż nie docinalo na pełną głębokość lub pogarszała się jakość krawędzi- wtedy wracałem na ostatnią znana bezpieczna ilość.
Sklejki, jakieś tworzywa- bez ścierniwa
Generalnie- jak najmniejszą ilość ścierniwa- mniej czyszczenia .
.
Jak miałem parametry producenta £ to po pierwszych cięciach zmniejszałem ilość piasku do momentu aż nie docinalo na pełną głębokość lub pogarszała się jakość krawędzi- wtedy wracałem na ostatnią znana bezpieczna ilość.
Sklejki, jakieś tworzywa- bez ścierniwa
Generalnie- jak najmniejszą ilość ścierniwa- mniej czyszczenia
 .
.-
Paeelsz321
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 45
- Rejestracja: 06 paź 2021, 06:52
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
To też dużo zależy od grubości materiału na blachach może do 8mm zmniejszanie nie powoduje dużych różnic tak samo guma bez ścierniwa ale przy blasze np 50mm + jeśli troche zmniejszysz wartość różnica jest kolosalna moim zdaniemWP Kamil pisze: ↑31 sty 2022, 09:47Na większość parametrów powinna być tabelka od producenta głowicy/pompy. To producent przeprowadza testy i dobiera optymalne parametry empirycznie, tak żeby każdy jego klient nie musiał startować od zera.
Jak miałem parametry producenta £ to po pierwszych cięciach zmniejszałem ilość piasku do momentu aż nie docinalo na pełną głębokość lub pogarszała się jakość krawędzi- wtedy wracałem na ostatnią znana bezpieczna ilość.
Sklejki, jakieś tworzywa- bez ścierniwa
Generalnie- jak najmniejszą ilość ścierniwa- mniej czyszczenia
-
Łysy123
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 20 wrz 2021, 18:09
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Dzięki za odpowiedzi
Podejrzewam, że mielibyśmy wtedy problem z przełączaniem się z jednego piasku na drugi. Mamy jeden duży zbiornik na garnet - wchodzi ponad 1 t. Dobre by było rozwiązanie z dwoma osobnymi zbiornikami na garnet o różnej gradacji.
Na takim samym ciśnieniu to znaczy na jakim? My dotychczas cięliśmy na 4130 bar, ale pomału dochodzimy do wniosku - i kilku serwisantów nam to powiedziało - że lepiej ciąć na 3800 bar - uszczelnienia dłużej wytrzymują - i większość firm tak robi. Jeśli tniemy grube blachy to dla nas taka różnica w ciśnieniu ma spore znaczenie - około 15% różnicy jeśli chodzi o prędkość cięcia.
U nas jest elektroniczny dozownik który sam sobie dozuje ilość piasku zadaną w programie. Oczywiście musimy kalibrować piasek przy nowych dostawach mierząc wagę piasku w jednostce czasu. (Oprócz tego w CAMie podaje się jeszcze współczynnik garnetu - ta sama masa różnych garnetów może mieć w sobie różną ''energię''). Pytanie ile optymalnie garnetu ustawiać dla konkretnego ciśnienia. ?
Oczywiście jest tabelka i od producenta i od CAMa. Nie ma konkretnych parametrów, ale są podane ''optymalne zakresy'' Tak to wygląda w igems:
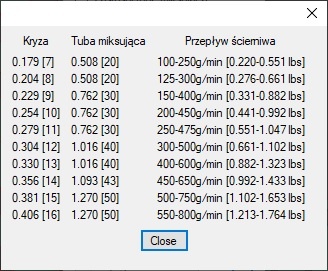
Dla mojej kombinacji kryza/tuba jest to 400 - 600 g/min przy max. ciśnieniu.
Producent z kolei zaleca 250 - 650 g/min (dosyć duży przedział ) przy max ciśnieniu i maksymalnie 150 g/min (150 - 200 g/min.) przy 500 bar. W innym miejscu podaje 300 - 500 g/min , 250 - 480 g/min, 220 - 450 g/min - zależnie w którym miejscu, której instrukcji - ogólnie trochę bałagan.
) przy max ciśnieniu i maksymalnie 150 g/min (150 - 200 g/min.) przy 500 bar. W innym miejscu podaje 300 - 500 g/min , 250 - 480 g/min, 220 - 450 g/min - zależnie w którym miejscu, której instrukcji - ogólnie trochę bałagan.
Nie wiem jak to wygląda u Ciebie - u mnie albo CAM albo bezpośrednio sterowanie maszyny przelicza prędkości dla różnych jakości cięcia przy zadanych parametrach i na ogół to działa dobrze - choć dla cienkich blach prędkości są nieco za wysokie i na najgorszej jakości nie docina. A na bardzo grubych blachach prędkość na najgorszej jakości mogłaby być trochę niższa.
Ogólnie prędkość cięcia zwiększa się bardziej jeśli zwiększymy ciśnienie niż ilość garnetu o podobną wartość procentową. Np. jeśli tnę stal 30mm przy ciśnieniu 3800 bar i 300 g/min - prędkość dla jakości zgrubnej wynosi 60,1 mm/min. Jeśli zwiększę tylko garnet do 400 g/min prędkość wzrośnie do 67,32 g/min. Jeśli zwiększę tylko ciśnienie do 4130 bar a garnet zostanie na poziomie 300 g/min - prędkość to 70,15 mm/min. Pytanie czy jest sens zwiększać ilość garnetu (aż o 100 g !) skoro prędkość cięcia wzrasta stosunkowo tylko niewiele. (?)
Paeelsz321 pisze:Do cienkich blach np lepsze by było zastosowanie piachu np 120 A cisnienie np wiele Ci nie zmieni,. Szkło np tne na takim samym ciśnieniu jak wszystko inne jedynie wejścia w material wciecia robię na niskim
Podejrzewam, że mielibyśmy wtedy problem z przełączaniem się z jednego piasku na drugi. Mamy jeden duży zbiornik na garnet - wchodzi ponad 1 t. Dobre by było rozwiązanie z dwoma osobnymi zbiornikami na garnet o różnej gradacji.
Na takim samym ciśnieniu to znaczy na jakim?
Paeelsz321 pisze:Fakt że używam innej maszyny ale np u mnie w tubie podające piach są tulejki regulujące przepływ i mierzy się ile dana tuleja przepuszcza konkretnego piachu bo ten nie jest sobie równy zależnie od dostawcy w ciągu minuty i ta wartość jest stała później jak już ją ustawie do każdego ciśnienia , nie wiem co reguluje ilość przepływu w tTwojej maszynie
U nas jest elektroniczny dozownik który sam sobie dozuje ilość piasku zadaną w programie. Oczywiście musimy kalibrować piasek przy nowych dostawach mierząc wagę piasku w jednostce czasu. (Oprócz tego w CAMie podaje się jeszcze współczynnik garnetu - ta sama masa różnych garnetów może mieć w sobie różną ''energię''). Pytanie ile optymalnie garnetu ustawiać dla konkretnego ciśnienia.
WP Kamil pisze:Na większość parametrów powinna być tabelka od producenta głowicy/pompy. To producent przeprowadza testy i dobiera optymalne parametry empirycznie, tak żeby każdy jego klient nie musiał startować od zera.
Jak miałem parametry producenta £ to po pierwszych cięciach zmniejszałem ilość piasku do momentu aż nie docinalo na pełną głębokość lub pogarszała się jakość krawędzi- wtedy wracałem na ostatnią znana bezpieczna ilość.
Sklejki, jakieś tworzywa- bez ścierniwa
Generalnie- jak najmniejszą ilość ścierniwa- mniej czyszczenia .
Oczywiście jest tabelka i od producenta i od CAMa. Nie ma konkretnych parametrów, ale są podane ''optymalne zakresy'' Tak to wygląda w igems:
Dla mojej kombinacji kryza/tuba jest to 400 - 600 g/min przy max. ciśnieniu.
Producent z kolei zaleca 250 - 650 g/min (dosyć duży przedział
Nie wiem jak to wygląda u Ciebie - u mnie albo CAM albo bezpośrednio sterowanie maszyny przelicza prędkości dla różnych jakości cięcia przy zadanych parametrach i na ogół to działa dobrze - choć dla cienkich blach prędkości są nieco za wysokie i na najgorszej jakości nie docina. A na bardzo grubych blachach prędkość na najgorszej jakości mogłaby być trochę niższa.
Ogólnie prędkość cięcia zwiększa się bardziej jeśli zwiększymy ciśnienie niż ilość garnetu o podobną wartość procentową. Np. jeśli tnę stal 30mm przy ciśnieniu 3800 bar i 300 g/min - prędkość dla jakości zgrubnej wynosi 60,1 mm/min. Jeśli zwiększę tylko garnet do 400 g/min prędkość wzrośnie do 67,32 g/min. Jeśli zwiększę tylko ciśnienie do 4130 bar a garnet zostanie na poziomie 300 g/min - prędkość to 70,15 mm/min. Pytanie czy jest sens zwiększać ilość garnetu (aż o 100 g !) skoro prędkość cięcia wzrasta stosunkowo tylko niewiele. (?)
-
Paeelsz321
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 45
- Rejestracja: 06 paź 2021, 06:52
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Ciśnienie właśnie ze względu na dlugos życia uszczelnień mam 55psi czyli te 3800 bar i na takim tne absolutnie wszystko mam możliwość podniesienia do 60psi ale znaczna różnica jest w interwałach wymiany uszcenien co się po prostu nie opłaca , od blachy 1 mm do 100mm nie ingeruje w to cisnienie w ogóle, jedynie przy kamieniach używam niskich ciśnień. Przy tym ciśnieniu piach właśnie po wazeniu i kalibracji mam ustawiony na ok 420-450 to zależy od piasku jaki akurat kupię, zdarzało mi się przy kiepskiej jakości piachu mieć i po 350g ale różnicy w cięciu nie zauważyłem A przy grubych blachach różnica w czasie dość spora . W mojej maszynie to są stale wartosci jakie ja ustawie i mógłbym je zasadniczo w programie zmieniać tylko po co jak wszystko działa jak należy A resztę przelicza program i sama maszyna po podaniu grubości i zdolności obróbczej materiału
")
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
To ja dam swoje trzy grosze.
Nie wycinać na max ciśnieniu jakie daje maszyna ( już ktoś to napisał ).
Czyli jak ja mam 3600 to walnę na 3200 i jest git.
Piasek najlepiej 80 i najdroższy jaki tylko sprzedają. To się zwraca jak operator się stara i ustawia odpowiednio mniejszą ilość potrzebną do cięcia.
Małe ciśnienie tylko do przebijania. Najlepiej wbijać się na luzie. Do kruchych materiałów należy *nabić rurkę piaskiem*.
Ja sobie napisałem program który poprawia Gcode do tego. Słowem puszczasz piach aby nasypał się w rurce. Strzelasz wodą, żeby zaciągnęła troszkę piasku i jedziesz w miejsce przebicia wwiercać się. To musi być sprawnie robione bo po czasie piach może zwilgotnieć i kappa.
Cienkie materiały i spieki/gresy można na 2400-2800. Pozwala to zmniejszyć drgania.
Czasami trzeba coś po prostu podłożyć.
TSA i podobne *sklejki* bezpiecznie robić na minimalnym ciśnieniu przebijać z nabiciem piachu i ciąć też wolno na minimalnym ciśnieniu.
Wtedy wychodzi i materiał się nie rozwarstwia.
Jak tniesz szkło to lepiej wcinać się z boku w materiał niż przebijać się w tafli. Ale już spieki etc. na luzie nawet bez nabicia rurki piachem można z dużą odległością wbicia się od gabarytu z małymi wykruszeniami w odpadzie radzić sobie.
jak jest podział w programie który generuje cięcie na prędkości/jakości to.
Grube blachy wyceniać i ciąć zawsze w *najgorszej jakości*.
Resztę tak do =20 w zwykłej.
Aluminium zazwyczaj ustawiam w najlepszej wyjątkowo.
Jak jest jakiś dziwny stop to ustawić w parametrach nierdzewni, zakładać że się te 10-20 % zwolni i pewnie będzie ok..
Tak bardzo zgrubnie mówiąc.
Nie wycinać na max ciśnieniu jakie daje maszyna ( już ktoś to napisał ).
Czyli jak ja mam 3600 to walnę na 3200 i jest git.
Piasek najlepiej 80 i najdroższy jaki tylko sprzedają. To się zwraca jak operator się stara i ustawia odpowiednio mniejszą ilość potrzebną do cięcia.
Małe ciśnienie tylko do przebijania. Najlepiej wbijać się na luzie. Do kruchych materiałów należy *nabić rurkę piaskiem*.
Ja sobie napisałem program który poprawia Gcode do tego. Słowem puszczasz piach aby nasypał się w rurce. Strzelasz wodą, żeby zaciągnęła troszkę piasku i jedziesz w miejsce przebicia wwiercać się. To musi być sprawnie robione bo po czasie piach może zwilgotnieć i kappa.
Cienkie materiały i spieki/gresy można na 2400-2800. Pozwala to zmniejszyć drgania.
Czasami trzeba coś po prostu podłożyć.
TSA i podobne *sklejki* bezpiecznie robić na minimalnym ciśnieniu przebijać z nabiciem piachu i ciąć też wolno na minimalnym ciśnieniu.
Wtedy wychodzi i materiał się nie rozwarstwia.
Jak tniesz szkło to lepiej wcinać się z boku w materiał niż przebijać się w tafli. Ale już spieki etc. na luzie nawet bez nabicia rurki piachem można z dużą odległością wbicia się od gabarytu z małymi wykruszeniami w odpadzie radzić sobie.
jak jest podział w programie który generuje cięcie na prędkości/jakości to.
Grube blachy wyceniać i ciąć zawsze w *najgorszej jakości*.
Resztę tak do =20 w zwykłej.
Aluminium zazwyczaj ustawiam w najlepszej wyjątkowo.
Jak jest jakiś dziwny stop to ustawić w parametrach nierdzewni, zakładać że się te 10-20 % zwolni i pewnie będzie ok..
Tak bardzo zgrubnie mówiąc.
-
WP Kamil
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 318
- Rejestracja: 11 kwie 2014, 11:25
- Lokalizacja: Polska
Re: WaterJet - dobór optymalnych parametrów ciśnienia i garnetu
Temat już wiekowy, ale się dopiszę, bo jeszcze ktoś przeczyta i skorzystabsd pisze: ↑04 paź 2022, 10:39
Małe ciśnienie tylko do przebijania. Najlepiej wbijać się na luzie. Do kruchych materiałów należy *nabić rurkę piaskiem*.
Ja sobie napisałem program który poprawia Gcode do tego. Słowem puszczasz piach aby nasypał się w rurce. Strzelasz wodą, żeby zaciągnęła troszkę piasku i jedziesz w miejsce przebicia wwiercać się. To musi być sprawnie robione bo po czasie piach może zwilgotnieć i kappa.
'nabicie rurki piaskiem: skutkowało u mnie zapchanie dyszy i wystrzelenia jej w materiał
Także ja wręcz robiłem wszystko żeby w momencie wyłączenia zaworu z ciśnieniem nie było piasku w okolicach dyszy czy samej rurce doprowadzającej.
Ale... Różne są systemy... może kolega ma rację, ale wtedy testowanie na zużytych dyszach- które i tak mają wylądować w koszu.






