wiktorelblag pisze:Nie potrafię uruchomić frezowania po spirali w płaszczyźnie xy
zamiast tego napisałem prosty program frezowania po okręgu i zwiększania promienia frezowania o 1mm po każdym przelocie.
Taki sposób działa, ale nie podoba mi się jego praca
Maszyna to haas TM1
%
(POJEDYNCZY OTWOR);
N10 T1 M06 (Frez palcowy 20) ;
N20 G90 G54 G00 X0. Y0.;
N30 S1400 M03 Z5;
N40 G00 X0 Y45 F700;
N50 G01 Z-25 M8;
N60 G90 G03 I00 J-45;
N70 G01 X0 Y46 Z-24.5;
N80 G90 G03 I00 J-46;
N90 G01 X0 Y47 Z-24.3 ;
N100 G90 G03 I00 J-47;
N110 G01 X0 Y48 z-23.6;
N120 G90 G03 I00 J-48;
N130 G01 X0 Y49 Z-24.5;
N140 G90 G03 I00 J-49;
N150 G01 X0 Y50 Z-24.3 ;
N160 G90 G03 I00 J-50;
N170 G01 X0 Y51 z-23.6;
N180 G90 G03 I00 J-51;
N190 G01 X0 Y52 z-23.6;
N200 G90 G03 I00 J-52;
N210 G01 X0 Y53 Z-24.5;
Po bliższym przyjrzeniu się temu programowi (dopisałem numery linii) mam takie uwagi:
N40 G00 X0 Y45 F700; brakuje wcześniej G94 G17 oraz G20 lub G21 (zakładam, że domyślnie są mm)
N60 G90 G03 I00 J-45; G90 jest modalne i nie trzeba powtarzać
N50 G01 Z-25 M8;
N60 G90 G03 I00 J-45;
pierwszy łuk R=45 na głębokości Z-25.0
N70 G01 X0 Y46 Z-24.5;
wycofanie na ukos w górę na Z-24,5 dlaczego nie pozostać na Z-25.0
N80 G90 G03 I00 J-46;
drugi łuk R=46 z głębokości Z-24.5
N90 G01 X0 Y47 Z-24.3 ;
ponownie na skos w górę na Z-24,3 w jakim celu
N100 G90 G03 I00 J-47;
kolejny łuk tym razem R=47
N110 G01 X0 Y48 z-23.6;
N120 G90 G03 I00 J-48;
kolejne raz to samo, w górę na skos łuk o promieniu o 1 większy od poprzedniego
N110 G01 X0 Y48 z-23.6;
N120 G90 G03 I00 J-48;
tu powiększenie średnicy z R=47 na R=48 na poziomie Z-23.6
N130 G01 X0 Y49 Z-24.5;
N140 G90 G03 I00 J-49;
a tu niespodzianka, jazda w dół na Z-24.5 potem łuk R=49
N150 G01 X0 Y50 Z-24.3 ;
N160 G90 G03 I00 J-50;
tu niespodzianki nie ma, jazda na skos w górę i R=50
N170 G01 X0 Y51 z-23.6;
N180 G90 G03 I00 J-51;
a teraz na Z-23.6 i R=51
N190 G01 X0 Y52 z-23.6;
N200 G90 G03 I00 J-52;
tu pozostajemy na Z-23.6 i powiększamy do R=52
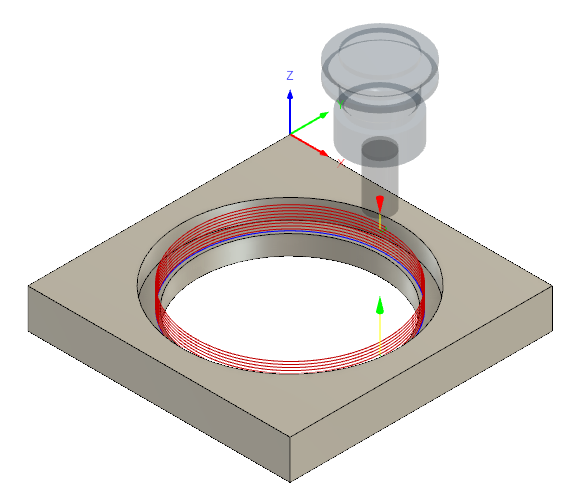
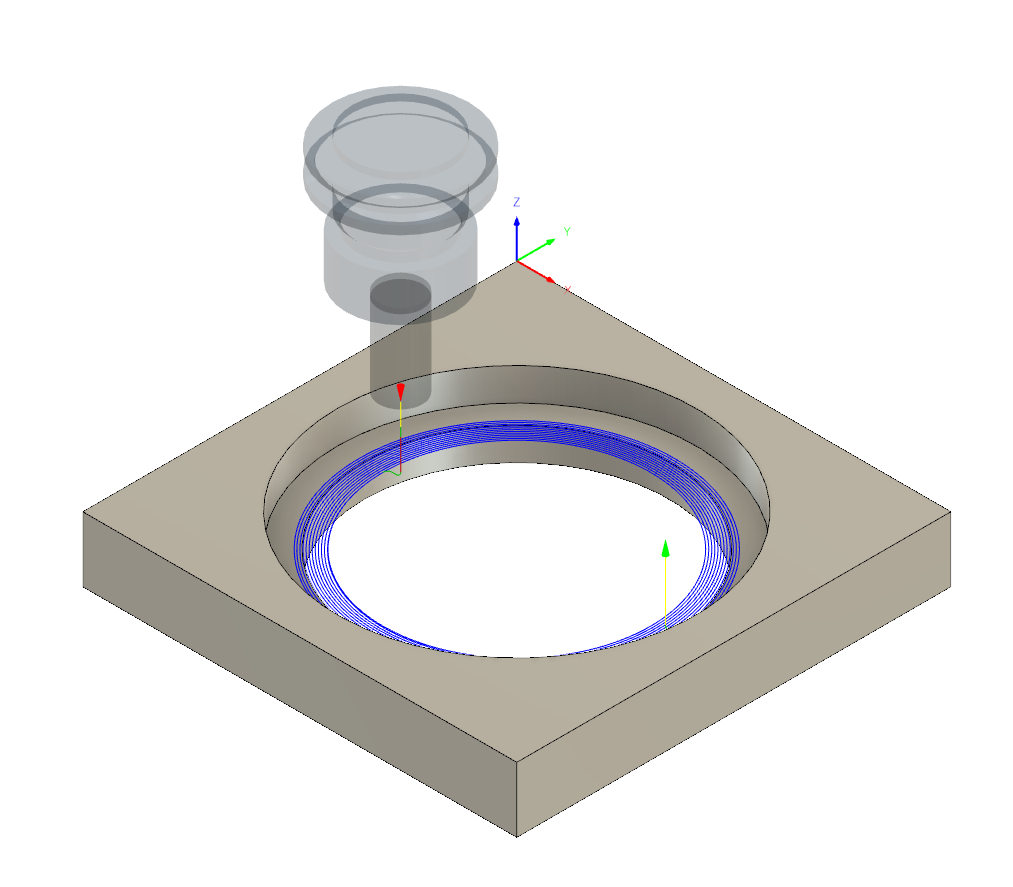
W rezultacie powstają schodkowe pierścienie o rożnej średnicy.
Tu upatruję przyczynę niepowodzenia.