



Jestem na początku opanowywania Fusion, a tym bardziej post procesora, alem myślę, że mogę podpowiedzieć rozwiązanie. Może biegli w temacie forumowicze pomogą i lepiej to wyjaśnią.
Niewłaściwy G-code wynika z błędu w pliku konfiguracyjnym postprocesora dla maszyny Heidenhain/MANUALplus turning.
Można temu zaradzić w dość prosty sposób.
Wykonaj kopię pliku konfiguracyjnego postprocesora tej maszyny, który znajduje się w bibliotece "Fusion 360 library" do "folderu local"
Dokonujesz tego klikając zakładkę "G" w grupie "Manage"

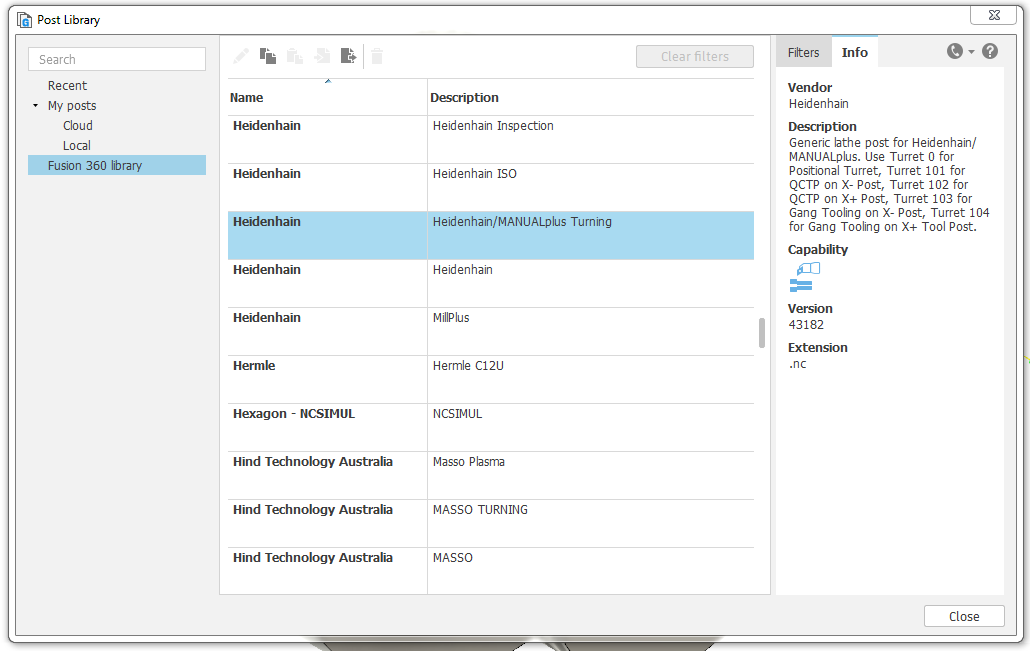
Odszukaj w folderze lokalnym skopiowany plik konfiguracyjny "heidenhain turning.cps" i wyedytuj go w najprostszym edytorze txt.
Odszukaj deklaracje formatów zmiennych

i zmień parametry formatu "feedformat" z 0:1 na 3:4 tj. jak formaty zmiennych osi X, Y, Z.

Zapisz zmiany i przejdź do tworzenia G-code "Post process" w grupie "Manage".
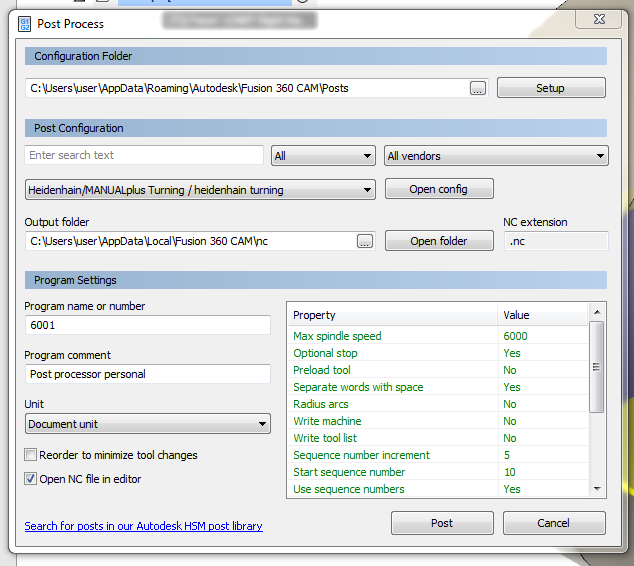
Wybierz folder, w którym jest zmieniony plik konfiguracyjny:
przycisk "Setup", a następnie z wyświetlonych opcji wybierz "Use Personal post library"
Teraz przycisk "..." i wyszukujesz zmieniony plik konfiguracyjny "heidenhain turning.cps".
Dalej to już prościzna.
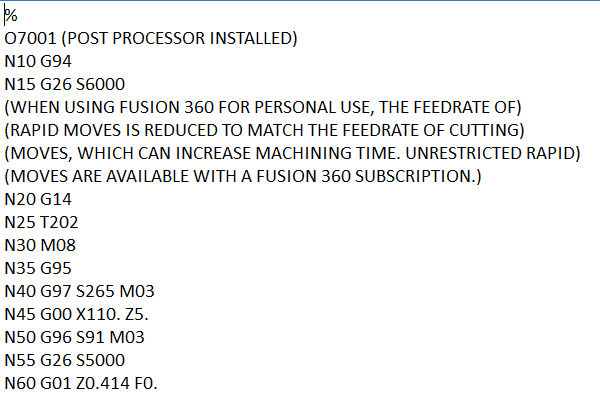
Utworzyłem przykładową operację toczenia - planowanie. Korzystająć z pliku konfiguracyjnego z biblioteki "Fusion 360 library" otrzymałem taki G-code.
Ten sam G-code po zastosowaniu zmodyfikowanego pliku konfiguracyjnego wygląda tak:
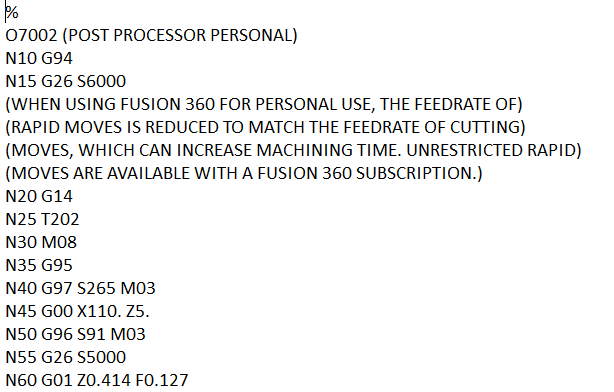
Jak widać "F" ma 3 miejsca po przecinku.
Mam nadzieję, że to co opisałem pomoże ci rozwiązać problem.






