Active Plan: Fusion 360, Trial
System : Windows 10
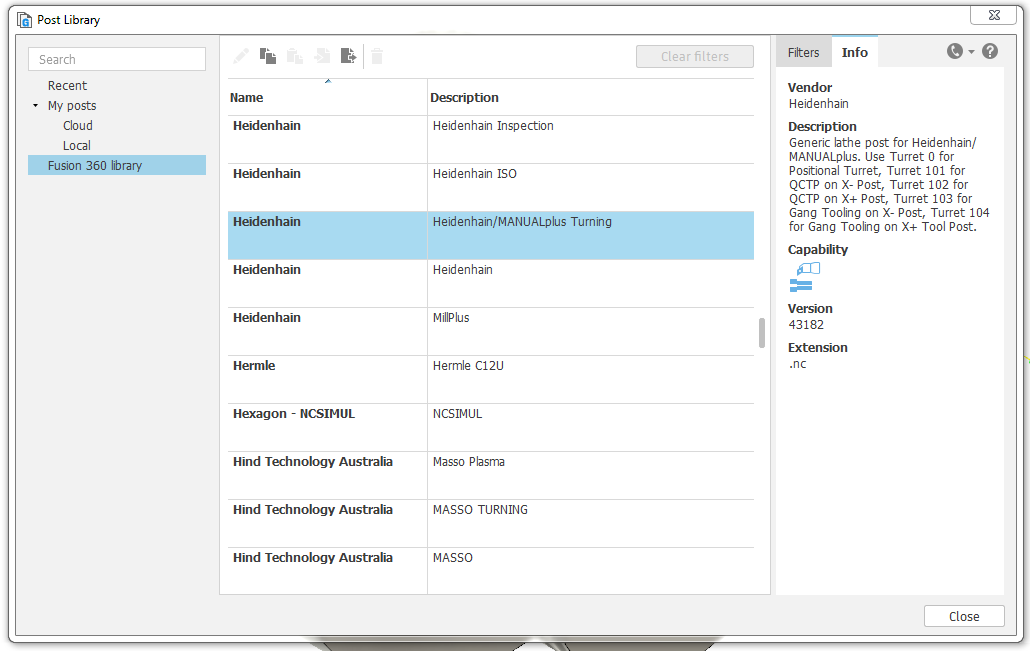
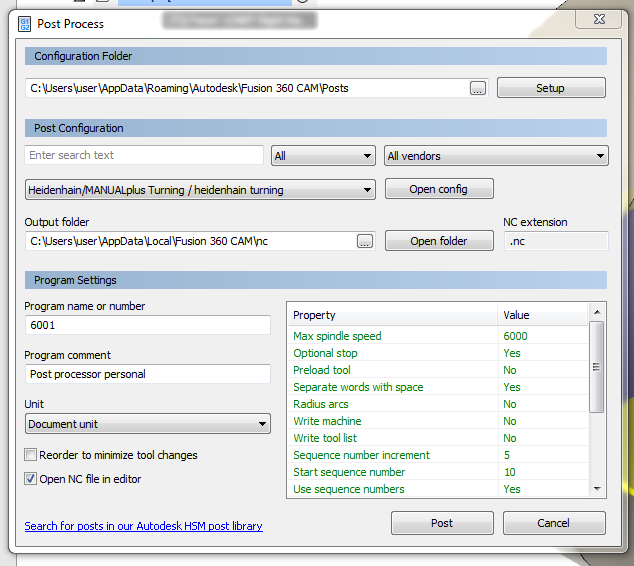
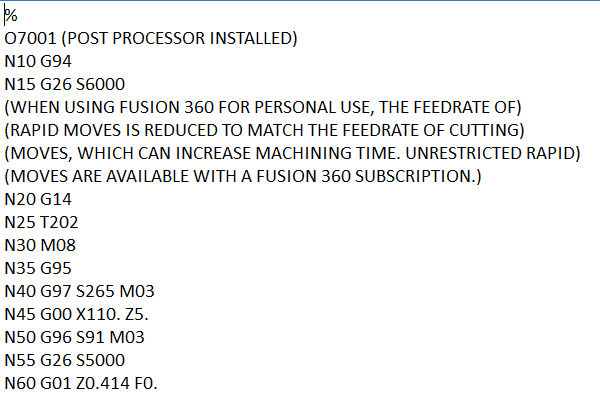
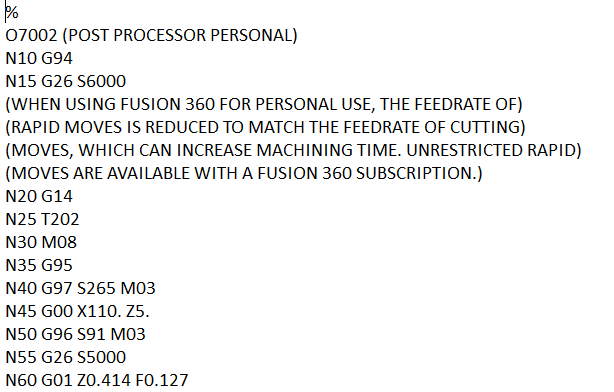
Witam. Mam problem z wygenerowanym kodem z post procesora Heidenhain/MANUALplus turning, a mianowicie nie pokazuje dobrze posuwu tutaj przykład:
Kod: Zaznacz cały
%
O1001
N10 G94
N15 G26 S6000
N20 G14
N25 T100
N30 M108
N35 G95
N40 G97 S208 M03
N45 G00 X140. Z5.
N50 G96 S91 M03
N55 G26 S5000
N60 G00 Z0.414
N65 G00 X120.
N70 G01 X112.828 F0.
N75 G01 X110. Z-1.
N80 G01 X-1.6
N85 G01 X1.228 Z0.414
N90 G00 X120.
N95 G00 Z-0.586
N100 G01 X112.828 F0.
N105 G01 X110. Z-2.
N110 G01 X-1.6
N115 G01 X1.228 Z-0.586
N120 G00 X120.
N125 G00 Z-1.586
N130 G01 X112.828 F0.
N135 G01 X110. Z-3.
N140 G01 X-1.6
N145 G01 X1.228 Z-1.586
N150 G00 X120.
N155 G00 Z-2.586
N160 G01 X112.828 F0.
N165 G01 X110. Z-4.
N170 G01 X-1.6
N175 G01 X1.228 Z-2.586
N180 G00 X120.
N185 G00 Z-3.586
N190 G01 X112.828 F0.
N195 G01 X110. Z-5.
N200 G01 X-1.6
N205 G01 X1.228 Z-3.586
N210 G00 X140.
N215 G00 Z5.
N220 G97 S208 M03
N225 M109
N230 G14
N235 M30
%


")