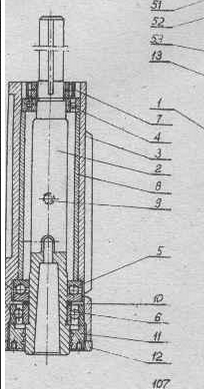
Witam serdecznie. Ponad rok temu kupiłem używaną ws15. Od razu miała bicie na wiertle, co spowodowało że ją rozebrałem. Okazało się że miałem do wymiany również zabierak. Jednak problemem powodującym bicie na pierwszy rzut oka było wrzeciono, które po wysunięciu pinoli na maxa w dół miało wyczuwalny luz. W związku z tym kupiłem nowe wrzeciono, nowe łożyska i wszystko złożyłem. Luzu po wysunięciu pinoli już brak, jednakże dalej jest bicie, mimo że kupiłem porządny stożek na który montuje chwyt do wierteł. Znów zatem rozłożyłem wiertarkę i wziąłem samo wrzeciono i sprawdziłem zegarem jak wyglada powierzchnia miejsca montowania stożka. Okazało się ze jest jakieś tam bicie, więc użyłem tokarki w nastepujący sposób. Złapałem szczękami miejsce (4 i 7 na obrazku) gdzie osadzone jest 1 (górne) łożysko i usunalem ewentualne bicie na obreczy na ktorej mocujemy łożysko dolne (5 i 6 na obrazku), wówczas miałem pewność że po długości wrzeciona nie ma bicia. Następnie złapałem szczękami za dolne miejsce mocowania łożysk i delikatnie zebrałem materiału od wewnątrz z miejsca gdzie wchodzi stożek we wrzeciono. Zebrałem niewiele, a stożek wchodzi ciut głębiej ale bicie jakie mialem na stozku finalnie to bylo rzędu 1 setki, czyli sporo lepiej. Ucieszony montuje wszystko od nowa (znów nowe łożyska) i po założeniu wiertła znów bicie dochodzące do 30 setek na wiertle...
Poniżej załączam zdjęcie przekroju o którym pisze
Ma ktoś pomysł jak uzyskać małe bicie na tej wiertarce? Bo przyznam sie szczerze, że wróciłem do punktu wyjścia a troche kasy poszło na części i robocizne. Być może to grubszy problem i nie warto już inwestować? Jeśli to coś pomoże to wiertarka ma falownik, koła które prowadzą pasek klinowy wydrukowałem na drukarce 3D. Reszta tak jak w schematach.













