



Postanowiłem zrezygnować z napędu silnikiem elektrycznym na rzecz napędu hydraulicznego. Mam tylko pewien problem. Jak sterować takim zaworem hydraulicznym z pokładu mojego LinuxCNC ?
https://www.flowfitonline.com/hydraulic ... vdc-38-bsp
Może ktoś pomóc?
Znaleziono 13 wyników
Wróć do „Problem z połączeniem drukarki 3d”
- 06 wrz 2020, 14:56
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
- 18 sie 2020, 21:07
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Dzięki Adamie za linki. Przydało się i już myślałem że działa no ale nie do końca.
Program odpalił się i wrzeciono ruszyło ale obroty wzrosły tylko do pewnego momentu. Następnie silnik nie chciał się wyłączyć gdy wcisnalem mu stop. A wyłączył się dopiero gdy wcisnalem stop na falowniku .
Teraz gdy odpaliłem linux a na nowo i chce włączyć mu obroty to mogę usłyszeć tylko bardzo delikatny pisk w silniku i to wszystko.
Przechodziłem raz jeszcze przez konfiguracje falownika no ale dalej nic.
Prosze o poradę
Program odpalił się i wrzeciono ruszyło ale obroty wzrosły tylko do pewnego momentu. Następnie silnik nie chciał się wyłączyć gdy wcisnalem mu stop. A wyłączył się dopiero gdy wcisnalem stop na falowniku .
Teraz gdy odpaliłem linux a na nowo i chce włączyć mu obroty to mogę usłyszeć tylko bardzo delikatny pisk w silniku i to wszystko.
Przechodziłem raz jeszcze przez konfiguracje falownika no ale dalej nic.
Prosze o poradę
- 16 sie 2020, 10:47
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Witam serdecznie wszystkich. Dzięki za dotychczasową pomoc. Maszyna ruszyła i chodź muszę jeszcze dopracować trochę mechanikę to jestem zadowolony.
Tym razem jestem na etapie podłączenia wrzeciona przez sterownik VFD poprzez konwerter R-485 ale robiąc to tak jak każdy poradnik pisze program wyrzuca błąd:
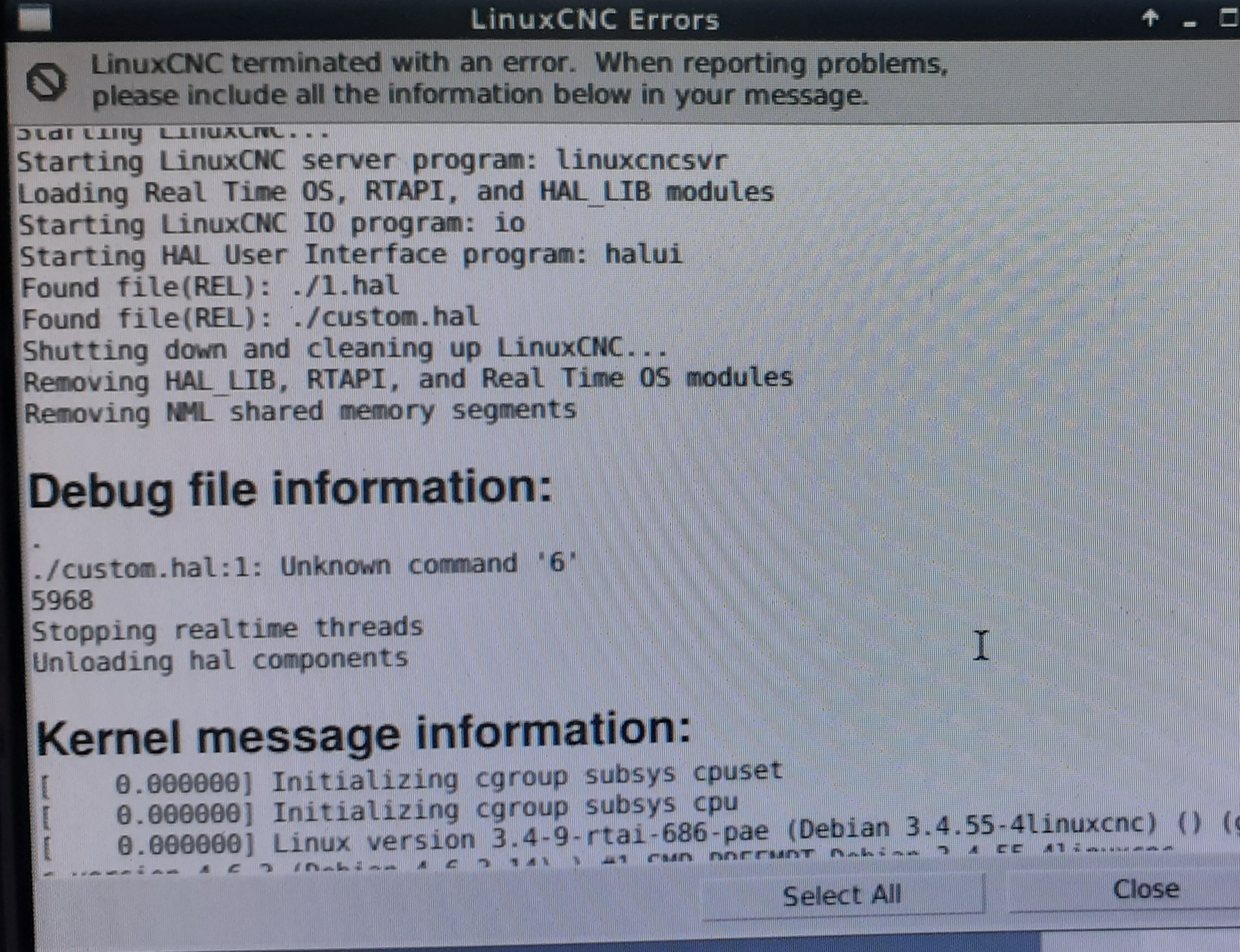
Lub że:
motion.spindle-forward doesn't exist
Probowalem kilku wariantow ale nic się nie zmienia po za rodzajem błędu.
Poniżej filmiki z pracy maszyny:
https://youtu.be/s4gQlOCDNN0
https://youtu.be/heXPNjRMEms
Tym razem jestem na etapie podłączenia wrzeciona przez sterownik VFD poprzez konwerter R-485 ale robiąc to tak jak każdy poradnik pisze program wyrzuca błąd:
Lub że:
motion.spindle-forward doesn't exist
Probowalem kilku wariantow ale nic się nie zmienia po za rodzajem błędu.
Poniżej filmiki z pracy maszyny:
https://youtu.be/s4gQlOCDNN0
https://youtu.be/heXPNjRMEms
- 20 kwie 2020, 21:43
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Teraz mam to przepięte:Dodane 2 minuty 6 sekundy:
Tak patrzę na zdjęcie i sterowniki w osi Z nie wyglądają na żaden z wymienionych. Mają więcej zacisków.
Z1 Z2 -> Y1 Y2
Y2 -> Z1
Y1 -> A
Zrezygnowałem z silnika Z na rzecz osi A a takowe przepięce wynika z mocy zasilaczy.
Przekładnie chciałem użyć do osi A bo zależy mi na większej sile, materiał pompowany będzie sporej lepkości. Czy moge się obyć bez przekładni w osi Y ?
Co do prędkości 60mm/sek było by prędkością roboczą jedynie oś A ma być podładowana
Postaram się ustawić odpowiednio sterownik.
Dzięki
- 20 kwie 2020, 19:50
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Buduję potężną drukarkę 
Co do dokładności ,aż tak mi na niej nie zależy. Małe błędy wchodzą w grę jeśli to jakoś pomoże. Tylko czy te błędy nie pomnożą się w późniejszym druku?
Co do listwy to mam ją na osi Y a oś X,Z poruszaja się na śrubach.
oś A jest osią którą chcę użyć do pompy. Zakupiłem przekładnie 20:1 więc muszę podkręcić troche obroty. Na tej osi mogę pozwolić sobie na mniejsza dokładność chodź też nie chciałbym braków w materiale.
Dziękuje
Co do dokładności ,aż tak mi na niej nie zależy. Małe błędy wchodzą w grę jeśli to jakoś pomoże. Tylko czy te błędy nie pomnożą się w późniejszym druku?
Co do listwy to mam ją na osi Y a oś X,Z poruszaja się na śrubach.
oś A jest osią którą chcę użyć do pompy. Zakupiłem przekładnie 20:1 więc muszę podkręcić troche obroty. Na tej osi mogę pozwolić sobie na mniejsza dokładność chodź też nie chciałbym braków w materiale.
Dziękuje
- 20 kwie 2020, 19:16
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
silniki 4X86H118-6008A 1x60H100-3008B
sterowniki D8060H, DM556, 2DM860H
skok sruby 4mm a listwa 220mm /obrót
[EMC]
MACHINE = 1
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 40.00
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 400.00
DEFAULT_ANGULAR_VELOCITY = 40.00
MIN_ANGULAR_VELOCITY = 0
MAX_ANGULAR_VELOCITY = 400.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/prs/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 45929
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = 1.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
# dodaj polecenia halui MDI (maks 64)
[TRAJ]
AXES = 4
COORDINATES = X Y Z A
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 40.00
MAX_VELOCITY = 400.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 3000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_1]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 50.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 4000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_2]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -1500.0
MAX_LIMIT = 2800.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_3]
TYPE = ANGULAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 300.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -9999999999999
MAX_LIMIT = 9999999999999
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
sterowniki D8060H, DM556, 2DM860H
skok sruby 4mm a listwa 220mm /obrót
[EMC]
MACHINE = 1
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 40.00
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 400.00
DEFAULT_ANGULAR_VELOCITY = 40.00
MIN_ANGULAR_VELOCITY = 0
MAX_ANGULAR_VELOCITY = 400.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/prs/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 45929
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = 1.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
# dodaj polecenia halui MDI (maks 64)
[TRAJ]
AXES = 4
COORDINATES = X Y Z A
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 40.00
MAX_VELOCITY = 400.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 3000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_1]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 50.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 4000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_2]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -1500.0
MAX_LIMIT = 2800.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[AXIS_3]
TYPE = ANGULAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 300.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -9999999999999
MAX_LIMIT = 9999999999999
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
- 20 kwie 2020, 18:08
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Wszystko gra, dzięki za sugestie. Kroki też ustawione i ponad to użyłem tego do lekkiego przyśpieszenia jednej z osi, chodź i tak nie tyle ile bym chciał.
Czy jest możliwosć aby jedna z osi którą używam jako napęd do pompy miała wyższe obroty? Tak jak wcześniej napisałem zmieniłem to troche parametrem "SCALE" ale obroty dalej niezadowalają. czy mogę wyciągnąć coś więcej?
Mam problem bo za każdym razem gdy zaczynam zmianiać parametry otrzymuje "błąd pozycji w napędzie"
Na razie najwyższa prędkość którą osiągam to 204/min. Nawet gdy zwiekszam parametr F wyskakuje ten sam błąd.
Dziekuje i pozdawiam
Czy jest możliwosć aby jedna z osi którą używam jako napęd do pompy miała wyższe obroty? Tak jak wcześniej napisałem zmieniłem to troche parametrem "SCALE" ale obroty dalej niezadowalają. czy mogę wyciągnąć coś więcej?
Mam problem bo za każdym razem gdy zaczynam zmianiać parametry otrzymuje "błąd pozycji w napędzie"
Na razie najwyższa prędkość którą osiągam to 204/min. Nawet gdy zwiekszam parametr F wyskakuje ten sam błąd.
Dziekuje i pozdawiam
- 14 kwie 2020, 09:32
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Ogarnięte. Pisze gdyby ktoś potrzebował.
Fakt predkości działaja z komendą F. Miałem wcześniej takową ustawioną a nie działała ale po ponownej zmianie ruszyło.
Używam Cura3D z kodem RepRap z drobnymi zmianami i jak na razie jestem zadowolony. Krok w przód zrobiony. Moze ogarnę to szybciej niż 5 latek.
Teraz musze zmienic kierunek obrotów jednego z dwóch silników osi Z bo kręcą się w przeciwnych kierunkach. Mam nadzieje ze obejdzie się bez problemów.
Mam pytanie co do liczenia kroków. Jest jakiś wzór na to nie? Oś x i z mam na śróbach, a oś y na listwie zębatej. Dobrze mi się wydaje że gdy nie będę miał tego dogranego to przy zwiększaniu prędkości w INI wywala "błąd pozycji w napędzie" ?
Dzięki i pozdrawiam
Fakt predkości działaja z komendą F. Miałem wcześniej takową ustawioną a nie działała ale po ponownej zmianie ruszyło.
Używam Cura3D z kodem RepRap z drobnymi zmianami i jak na razie jestem zadowolony. Krok w przód zrobiony. Moze ogarnę to szybciej niż 5 latek.
Teraz musze zmienic kierunek obrotów jednego z dwóch silników osi Z bo kręcą się w przeciwnych kierunkach. Mam nadzieje ze obejdzie się bez problemów.
Mam pytanie co do liczenia kroków. Jest jakiś wzór na to nie? Oś x i z mam na śróbach, a oś y na listwie zębatej. Dobrze mi się wydaje że gdy nie będę miał tego dogranego to przy zwiększaniu prędkości w INI wywala "błąd pozycji w napędzie" ?
Dzięki i pozdrawiam
- 09 kwie 2020, 09:54
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Więc tak. Maszyna skonfigurowana i działa ale pojawia się błąd którego za nic nie moge odnaleźć.
Wywala mi "Nie mozna wykonać G1 z prędkością zerową" .W konfiguracji niby mam dobrze ustawione. Poniżej przykłady z INI oraz początek gcode.
[AXIS_0]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 3000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 40.00
MIN_LINEAR_VELOCITY = 10
MAX_LINEAR_VELOCITY = 400.00
DEFAULT_ANGULAR_VELOCITY = 40.00
MIN_ANGULAR_VELOCITY = 10
MAX_ANGULAR_VELOCITY = 400.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/prs/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[TRAJ]
AXES = 4
COORDINATES = X Y Z A
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 40.00
MAX_VELOCITY = 400.00
G21
G90
G1 Z20.000 S7800.000
G1 A-2.00000 S5400.00000
G1 X1145.758 Y1701.689 S7800.000
G1 A0.00000 S5400.00000
G1 X1152.556 Y1697.147 A826.05546 S1800.000
G1 X1207.880 Y1667.575 A7163.94332
G1 X1215.434 Y1664.447 A7990.00787
G1 X1275.464 Y1646.237 A14327.89993
G1 X1283.483 Y1644.642 A15153.96365
G1 X1345.912 Y1638.493 A21491.85621
G1 X1354.088 Y1638.493 A22317.92195
G1 X1415.997 Y1644.590 A28603.00025
G1 X1416.517 Y1644.642 A28655.83391 S1800.000
Dzięki i licze na waszą pomoc
Wywala mi "Nie mozna wykonać G1 z prędkością zerową" .W konfiguracji niby mam dobrze ustawione. Poniżej przykłady z INI oraz początek gcode.
[AXIS_0]
TYPE = LINEAR
HOME = 10.0
MAX_VELOCITY = 103.420496854
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 200.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 3000.0
HOME_OFFSET = 10.000000
HOME_SEARCH_VEL = 0
HOME_LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 40.00
MIN_LINEAR_VELOCITY = 10
MAX_LINEAR_VELOCITY = 400.00
DEFAULT_ANGULAR_VELOCITY = 40.00
MIN_ANGULAR_VELOCITY = 10
MAX_ANGULAR_VELOCITY = 400.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/prs/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[TRAJ]
AXES = 4
COORDINATES = X Y Z A
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 40.00
MAX_VELOCITY = 400.00
G21
G90
G1 Z20.000 S7800.000
G1 A-2.00000 S5400.00000
G1 X1145.758 Y1701.689 S7800.000
G1 A0.00000 S5400.00000
G1 X1152.556 Y1697.147 A826.05546 S1800.000
G1 X1207.880 Y1667.575 A7163.94332
G1 X1215.434 Y1664.447 A7990.00787
G1 X1275.464 Y1646.237 A14327.89993
G1 X1283.483 Y1644.642 A15153.96365
G1 X1345.912 Y1638.493 A21491.85621
G1 X1354.088 Y1638.493 A22317.92195
G1 X1415.997 Y1644.590 A28603.00025
G1 X1416.517 Y1644.642 A28655.83391 S1800.000
Dzięki i licze na waszą pomoc
- 29 mar 2020, 18:45
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z połączeniem drukarki 3d
- Odpowiedzi: 28
- Odsłony: 3824
Re: Problem z połączeniem drukarki 3d
Zakupiłem Dell Optiplex GX620 i na razie próbuje to ruszyć. Teraz czeka mnie zabawa z ustaiweniami bo silnik dalej nie che ruszyć.
Dzięki i pozdrawiam serdecznie
Dzięki i pozdrawiam serdecznie






