



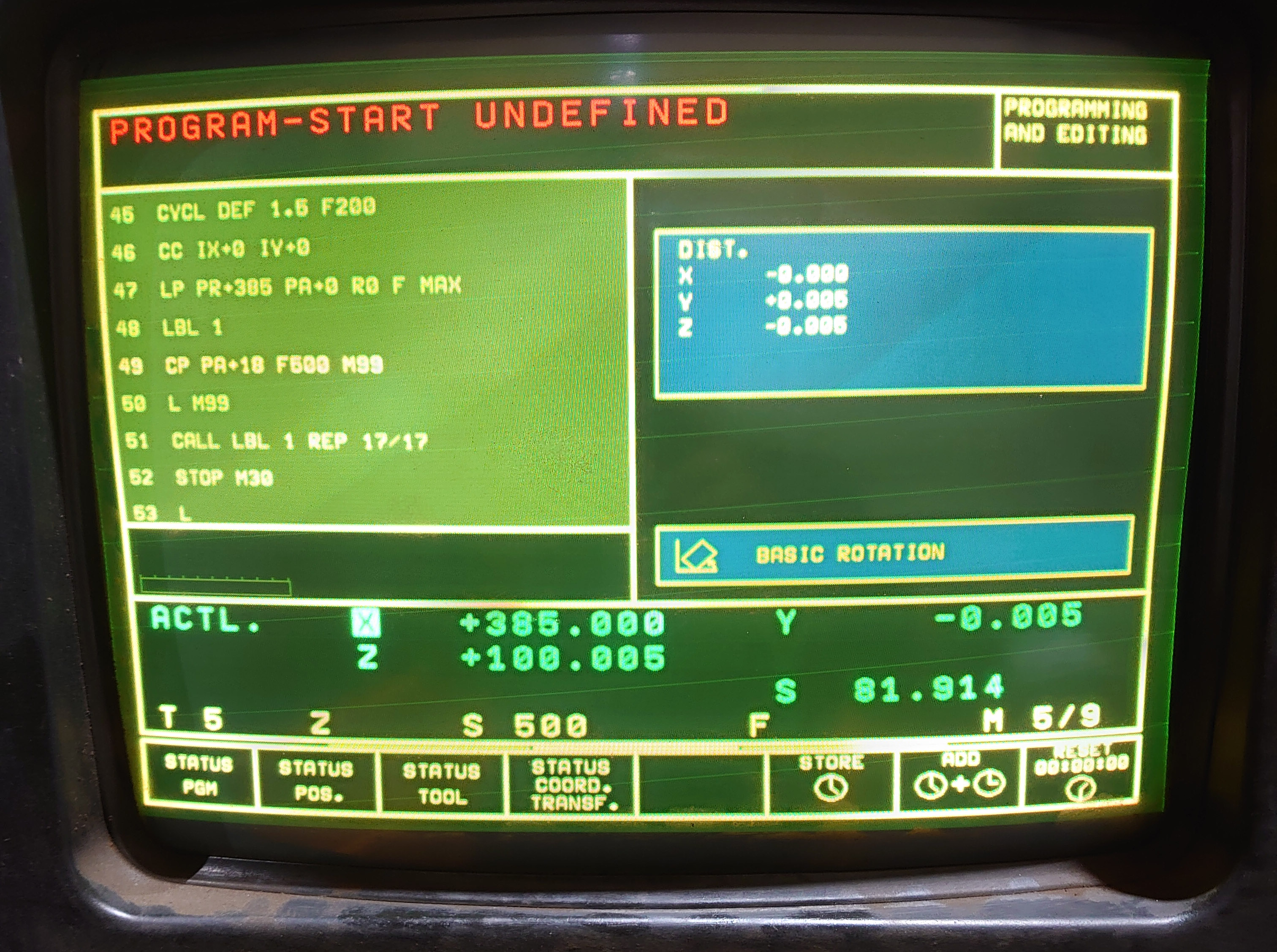
Tego m99 niema, ryplem sie jak kombinowalem z programem.
W symulacji program dziala, blok po bloku robi tosamo co z automatu.
To przynajmniej o miejsce sie martwic nie musze.
Znaleziono 14 wyników
- 21 mar 2020, 10:27
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
- 20 mar 2020, 22:49
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Stol jest waski, wiec wyjezdzam poza material zeby chlodziwo nie lecialo na mnie przy wymianie, plus narzedzie jest dlugie wiec malo miejsca na wymiane.
Tabela narzedzi jest.
Narzedzia pomierzone, zero na detalu i licho wie ocb.
Jak program jest zdefiniowany jak powyzej to przy krotkim narzedziu robi 360+kat przesuniecia i dziura, 360+ kat przesuniecia i dziura etc.
Przy dlugim wywala powyzsze. Nie jest na krancowkach, przy odjezdzie zostaje 50 mm do czujnika.
Musialem program opisac wspolrzednymi,wiec juz mam z 300 linijek, a to dopiero polowa bo druga strone gwintuje, robie uskok na powierzchni i 2 rowki dookola na boku. Mialem nadzieje ze uda mi sie skrocic go ale chyba nic z tego. Mam 50+ rodzai tego i 5mb pamieci w maszynie.
Tabela narzedzi jest.
Narzedzia pomierzone, zero na detalu i licho wie ocb.
Jak program jest zdefiniowany jak powyzej to przy krotkim narzedziu robi 360+kat przesuniecia i dziura, 360+ kat przesuniecia i dziura etc.
Przy dlugim wywala powyzsze. Nie jest na krancowkach, przy odjezdzie zostaje 50 mm do czujnika.
Musialem program opisac wspolrzednymi,wiec juz mam z 300 linijek, a to dopiero polowa bo druga strone gwintuje, robie uskok na powierzchni i 2 rowki dookola na boku. Mialem nadzieje ze uda mi sie skrocic go ale chyba nic z tego. Mam 50+ rodzai tego i 5mb pamieci w maszynie.
- 17 mar 2020, 18:38
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Q parametr w rep nie da rady. Przyjmuje tylko liczby.
Aha i tego dodatkowego m99 niema.
Jak dam krotkie narz robi kolo a jak dlugie to error. Nie wierci
Dodane 1 godzina 38 minuty 36 sekundy:
Q1= 750; step dia.
Q2=385; p.c.d. radius
Q11=0; starting angle
Q12=18 ; angle betweet holes
*******************************
Fn 1: Q6= Q2+200
Fn 1 : Q7= Q2 +90
L ;*******************************
L x+700 r0 fmax
L y+0 r0 fmax
L m46
Tool call 1 z s500
L z+100 fmax
L x0 y0 fmax m3
L y+q6 fmax
L z0 fmax
Appr lct y+q7 r25 rr f500
Cc x0 y0
Cp ipa+360 dr- f500
L z100 fmax
L ix+700 fmax
M5
L ;*********************************
Tool call 5 z s500
L z100 fmax
L x0 y0 fmax m3
Cycle def 1.0 pecking
Setup +5
Depth -5
Peck -5
Dwell 0
F200
Cc ix0 iy0
Lp pr +q2 pa+q11 r0 max
Lbl 1
Cp pa+q12 f500 m99
Call lbl 1 rep 18/18 ( nie przyjmuje q parametru tylko liczby)
L z100 fmax
L ix700 fmax
L m30
1wsza czesc ok, zabiela powierzchnie ale przy wierceniu albo wywala powyzszy blad - przy dlugim narzedziu, lub robi kolo bez wiercenia przy krotkim narzedziu.
- 13 mar 2020, 14:05
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Moze z dwa tyg.
Pare lat temu robilem na nowym tnc. Ale pozniej zmienilem robote i robilem wszystko na manualnych. Teraz sie "zmodernizowali" o 40letnia maszyne.
Pare lat temu robilem na nowym tnc. Ale pozniej zmienilem robote i robilem wszystko na manualnych. Teraz sie "zmodernizowali" o 40letnia maszyne.
- 12 mar 2020, 20:08
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Wlasnie to mnie zastanawialo. Czy podprogram czyta wartosci q z glownego, czy musza byc w podprogramie ?
I czy w glownym po wywolaniu programu daje m99?
I czy w glownym po wywolaniu programu daje m99?
- 11 mar 2020, 17:46
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Robie takie cos
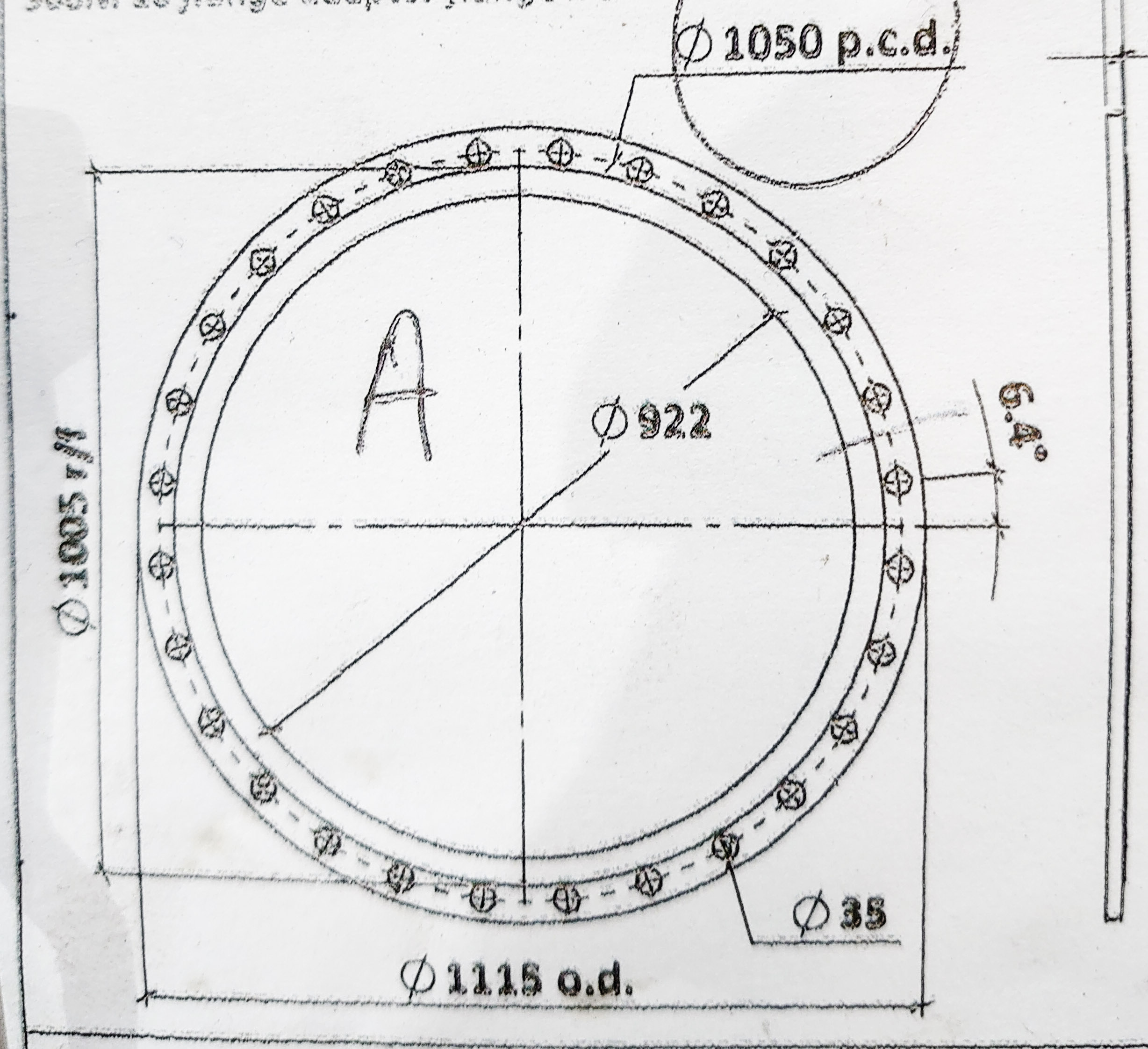
Tylko wymiary co chwile zmieniaja. Tak wiec srednica ilosc otworow i pcd sie zmienia.
Tylko wymiary co chwile zmieniaja. Tak wiec srednica ilosc otworow i pcd sie zmienia.
- 10 mar 2020, 22:56
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Uzywam tego samego cc do wybrania na okregu. Mysle ze jesli wpolzedne srodka sa te same to nie powinno byc problemu, ewentualnie program na wiercenie wrzuce jako podprogram do glownego.Jutro wrzuce to co sklecilem na wybranie na okregu. ogolnie to robie program na "podkladki" 1-2 m srednicy, 12-24 dziury i w polowie uskok 5mm.
Problem polega na tym ze co chwile zmieniaja wymiary.
Technologa niema, koles od rysunku nie umie cada obslugiwac, a ja nie bede robil wiecznie wszystkiego.
Wiec chce zrobic glupotoodporny program, na ktory mi wystarcza pcd i ilosc otworow tylko.
No i maszyna ma az 5mb pamieci, wiec staram sie porobic programy uniwersalne.
Problem polega na tym ze co chwile zmieniaja wymiary.
Technologa niema, koles od rysunku nie umie cada obslugiwac, a ja nie bede robil wiecznie wszystkiego.
Wiec chce zrobic glupotoodporny program, na ktory mi wystarcza pcd i ilosc otworow tylko.
No i maszyna ma az 5mb pamieci, wiec staram sie porobic programy uniwersalne.
- 10 mar 2020, 22:04
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
- 10 mar 2020, 19:07
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Czyli wystarczy ze podstawie x0y0 tak ?
- 10 mar 2020, 17:56
- Forum: Heidenhain
- Temat: Wiercenie na okregu
- Odpowiedzi: 29
- Odsłony: 4162
Re: Wiercenie na okregu
Juz widze ze to bedzie to  wielkie dzieki !
wielkie dzieki !
Za co odpowiada cykl 247 ? Bo niemam tego w maszynie :p
Za co odpowiada cykl 247 ? Bo niemam tego w maszynie :p






