Steryd pisze:Nawet współcześnie inni producenci układów sterowania nie dają rady dopracować się takiej płynności interpolacji jak Heidenhain w tamtych czasach, a systemy "amatorskie" są jeszcze dalej za murzynami.
to znaczy, że CSMIO IPS nie zaszaleje z taką frezarką

?
Steryd pisze:Co do prowadnic. Owszem, to są liniowki, ale nie hiwina, tylko tak z 5 razy droższe wałeczkowe
Spodziewałem się, że jest tam coś innego, ale HIWINY znam i mogę sobie je wyobrazić. Najważniejsze że da się je wymienić, po rozebraniu się okaże czy można to na jakiegoś chińczyka "retrofitować"

JacekBelof pisze:I tu Cię zaskoczę, HH od lat działa na Linuxie
Jak to jest rozwiązane w środku? Jest tam jakiś PC osobny wbudowany obok kontrolera? Rozumiem, że jest tam specjalna nakładka na linuxa z HH i do normalnego UI z Linuxa nie ma dostępu? Skoro to linux to pewnie da się wrzucić nowy komputer, nowego linuxa i zgrać nakładkę HH? Fajnie jest mieć na maszynie połączenie sieciowe, dostęp do dysków jakiś itp.
JacekBelof pisze:Co do pisania programów, to w HH obróbkę 3 i 4 osiową, oraz 5 osiową indeksowaną napiszesz równie łatwo "z palca" co i przy pomocy CAMa
no i pięknie. Taką osiową indeksowaną to wyobrażam sobie trudno nie powinno być, tworzysz kilka 3 osiowych programów i zadajesz przy jakich pozycjach stołu mają być wykonane. Nigdy nie bawiłem się prawdziwym profesjonalnym sterowaniem CNC. Tylko Mach 3 i SIMCNC
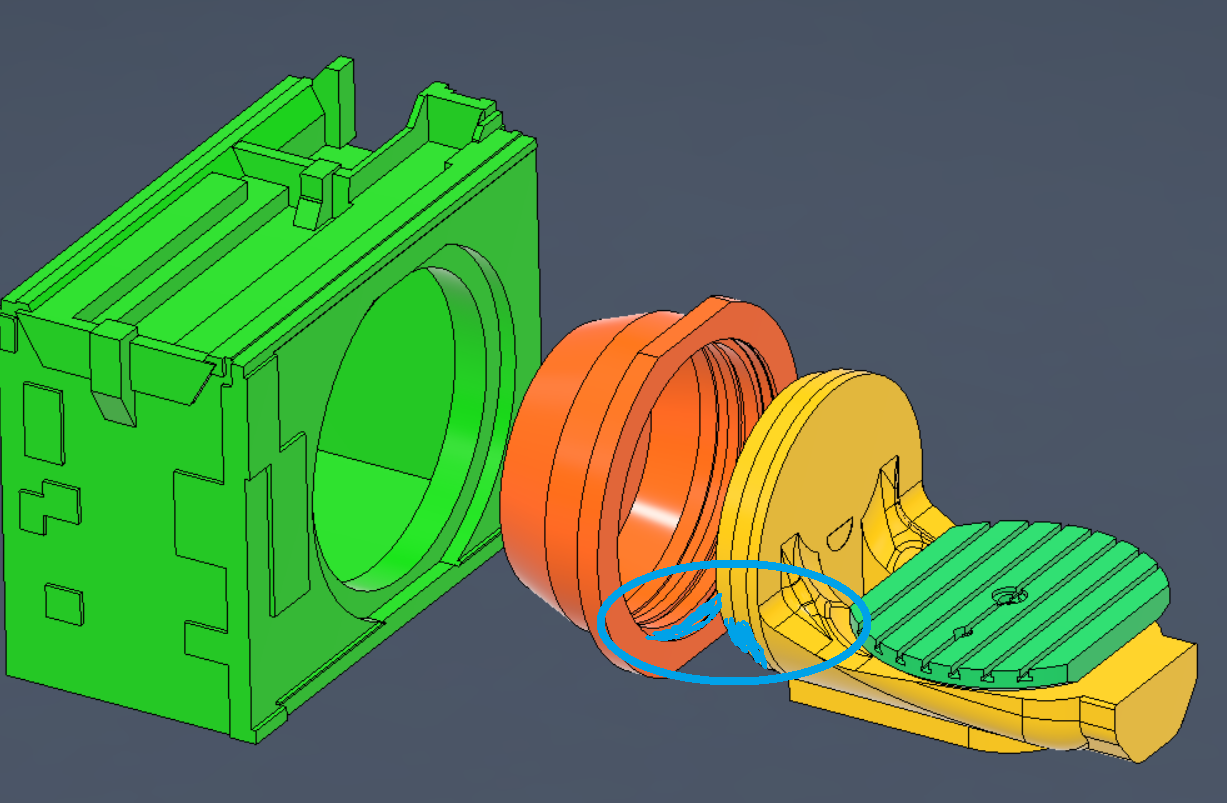
waroa pisze:Nic bardziej mylnego. Prowadnice w osiach obrotowych są żeliwo-żeliwo. Jest też dołożone małe łożysko oporowe. Po zwolnieniu hamulca stół kręci się na tym łożysku, po zahamowaniu dociągany jest do prowadnic zmieniając pozycje np. o 0,1mm (opada stół) ale kupa o tym nie wie.
Rozumiem że to dotyczy wersji 3+2 oraz 5 osiowej? Trochę mnie to teraz zasmusiło, w takim razie jeśli jest to żeliwna prowadnica a w pełnej 5 osiowej bedzie ona non stop obciążona i zcierana, to można uznać że 4 i 5 oś będzie wymagała raczej remontu po 20+ latach.
waroa pisze:Wspomniana obręcz (hamulec) 24tyś zł netto. I nie ma zmiłuj, chcesz robić to zamawiasz. Na magazynie może brakować, bo zapotrzebowanie duże
Zastanawiam się czy w wersji pełnej 5 osiowej w ogóle jakiś hamulec jest? Raczej nie powinno być. Napęd 4 i 5 osi musiałby mieć na tyle dużo Nm żeby stabilnie można było obrabiać w ruchu. Dla wersji 3+2 użycie hamulca jest zrozumiałe- obracam się o jakiś kąt, blokuję i frezuję.
waroa pisze:Napęd stołu obrotowego to w dalszym ciągu ślimak ślimacznica, nie jakiś zmyślny system bezluzowy. Pozycjonowanie plus minus 0,05 (do czujnika) nawet kupsko nie zauważa tego. Podciągnięcie w parametrach do maks wartości coś daje, nie całkiem.
waroa pisze:Raz się zetka bazuje 0,1mm wyżej raz niżej
To wszystko dotyczy raczej wersji 3+2? Ciekawe czy 5 osiowa ma podobne bolączki
Chyba będzie się trzeba mocno skupić na dobrym stanie technicznym. Jak sprawdzić geometrię w takiej maszynie 5 osiowej? Myślałem czy nie zlecić komuś sprawdzenie przed zakupem (np balbarem Renishaw itp).