



Panowie jeszcze mam jedno pytanie.
Temat pomiaru narzędzia jest teoretycznie zamknięty, bo pomiar działa.
Zrobiłem sobie też sondę 3D.
Pytanie brzmi, czy dobrze kombinuje, z pomiarem taką.
Podpiąć sondę pod ten sam pin co czujnik długości narzędzia (w hal) .
Pomiar tym wyglądać ma, że najpierw zmierzyć długość sondy(sondą odłączona) czujnikiem, a następnie przepiąć kabelek i dalej jechać programowo z pomiarem sondą punktów bazowych.
Czy tak to ma wyglądać?
Czy może osobno wpiąć się?
Jeśli osobno to jak ma wyglądać w pliku hal.
Znaleziono 11 wyników
Wróć do „machinekit -bebopr++ linuxcnc”
- 30 mar 2021, 19:40
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
- 09 sie 2020, 22:03
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
I tu właśnie liczę na życzliwych ludzi, którzy pomogą mi przejść przez to.
- 09 sie 2020, 21:46
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
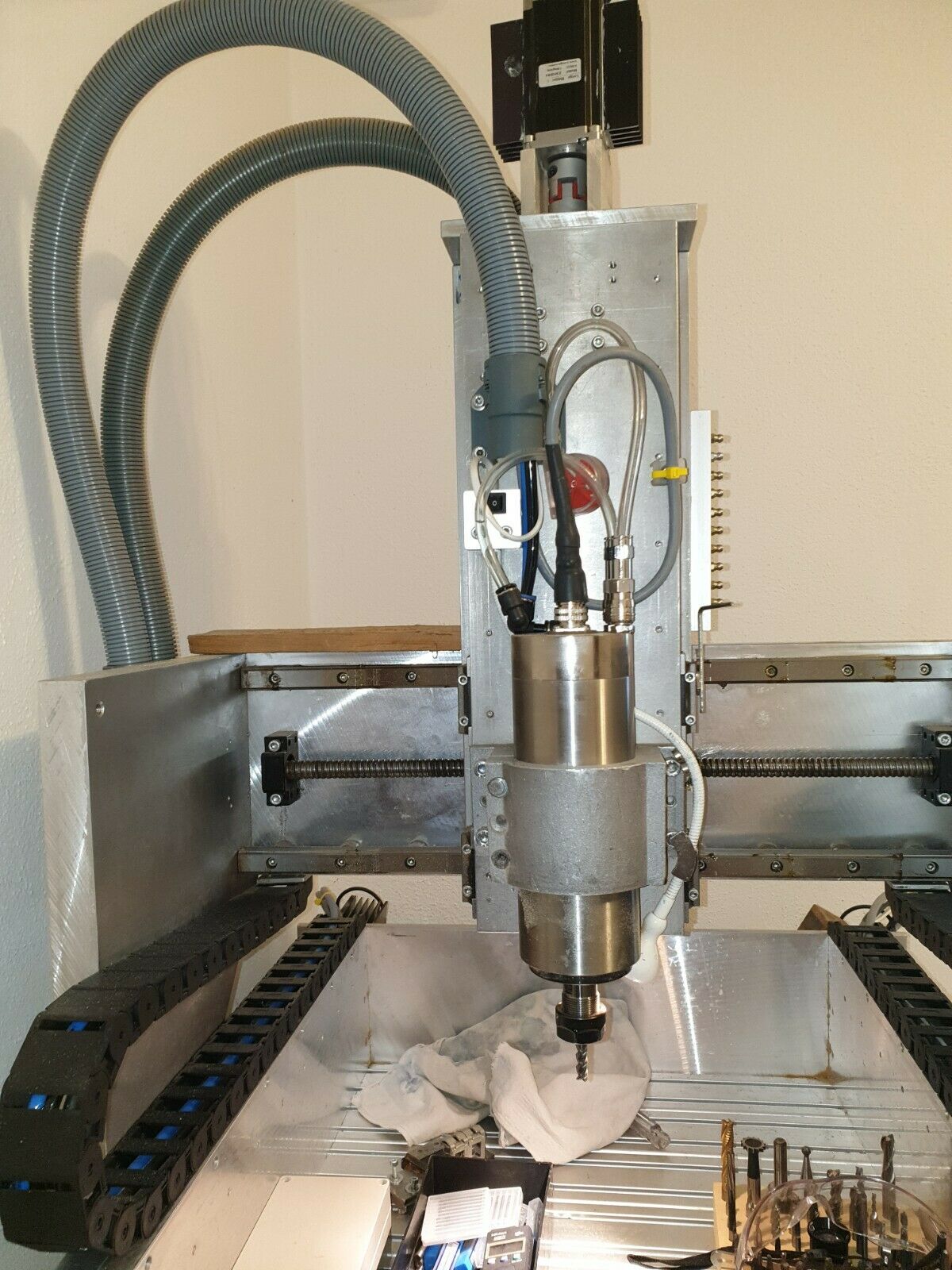
Dane techniczne
stół: X=500mm, Y=800mm
pole robocze: X=340mm, Y=618mm, Z=240mm
FMax XYZ 1500mm/min
Wrzeciono 2.2kW. 2000-24000 r/min
Sterowanie Machinekit auf Beaglebone (Gleiche Bedienung wie LinuxCNC)
Sterowniki DQ860MA 80 V 7.8A
Trafo 48VDC Siemens Sitop PSU100M 20A
Krokowce 23HS9430B 1.8°/step 3A pro Phase
śruby kulowe 5mm/obr
Prowadnice , 2 na oś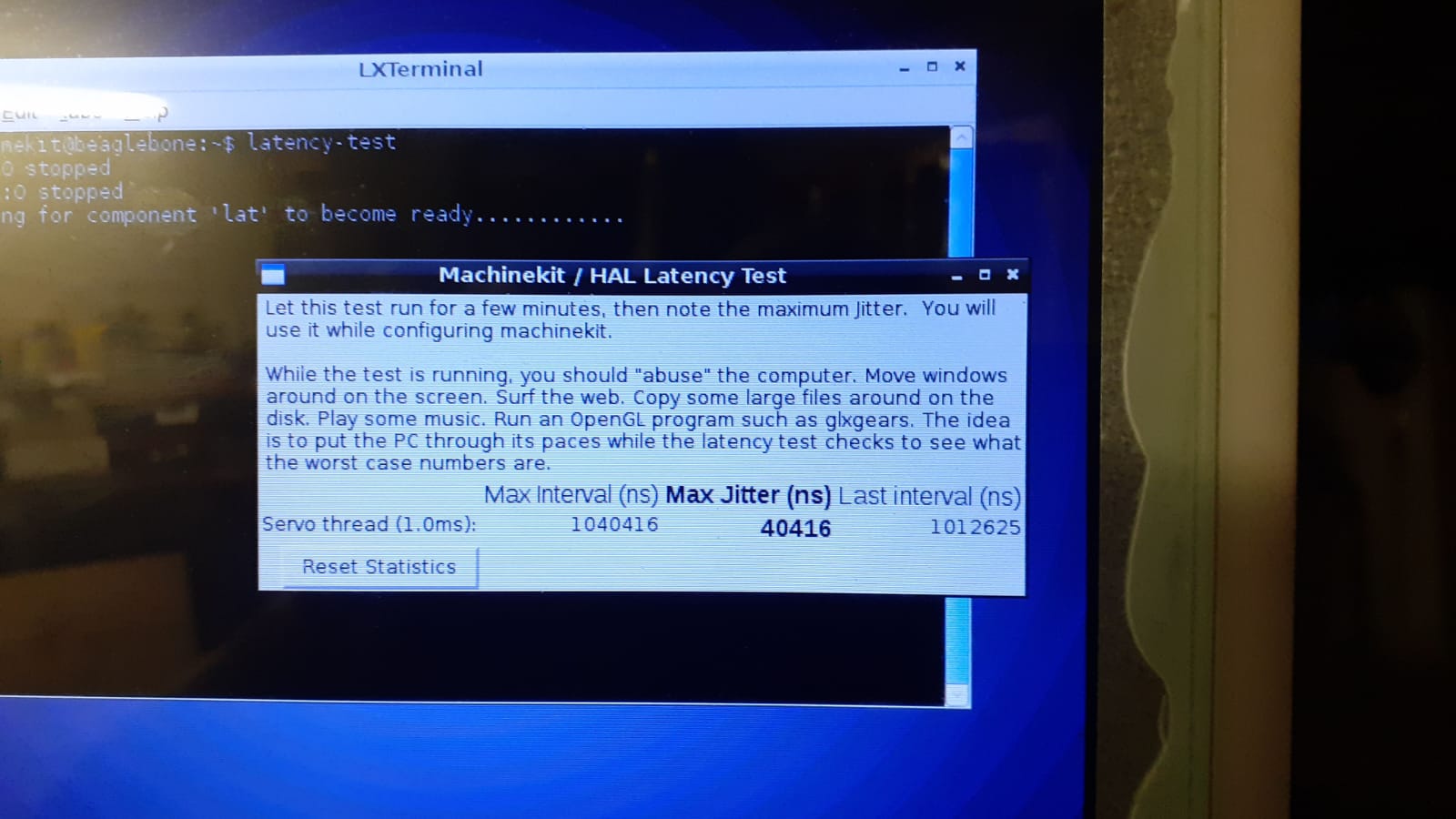
Dodane 52 sekundy:
Dane techniczne
stół: X=500mm, Y=800mm
pole robocze: X=340mm, Y=618mm, Z=240mm
FMax XYZ 1500mm/min
Wrzeciono 2.2kW. 2000-24000 r/min
Sterowanie Machinekit auf Beaglebone (Gleiche Bedienung wie LinuxCNC)
Sterowniki DQ860MA 80 V 7.8A
Trafo 48VDC Siemens Sitop PSU100M 20A
Krokowce 23HS9430B 1.8°/step 3A pro Phase
śruby kulowe 5mm/obr
Prowadnice , 2 na oś
Dodane 4 minuty 20 sekundy:
przez mc przesyłam plik do maszyny. A linuxa używam od wersji mandrake 8.5 czyli 2000/2002 roku
Dodane 2 minuty 37 sekundy:
Na linuxie robię to co mi potrzebne i nie zagłębiam się zbytnio w inne rzeczy. Przeważnie korzystam z gui.
stół: X=500mm, Y=800mm
pole robocze: X=340mm, Y=618mm, Z=240mm
FMax XYZ 1500mm/min
Wrzeciono 2.2kW. 2000-24000 r/min
Sterowanie Machinekit auf Beaglebone (Gleiche Bedienung wie LinuxCNC)
Sterowniki DQ860MA 80 V 7.8A
Trafo 48VDC Siemens Sitop PSU100M 20A
Krokowce 23HS9430B 1.8°/step 3A pro Phase
śruby kulowe 5mm/obr
Prowadnice , 2 na oś
Dodane 52 sekundy:
Dane techniczne
stół: X=500mm, Y=800mm
pole robocze: X=340mm, Y=618mm, Z=240mm
FMax XYZ 1500mm/min
Wrzeciono 2.2kW. 2000-24000 r/min
Sterowanie Machinekit auf Beaglebone (Gleiche Bedienung wie LinuxCNC)
Sterowniki DQ860MA 80 V 7.8A
Trafo 48VDC Siemens Sitop PSU100M 20A
Krokowce 23HS9430B 1.8°/step 3A pro Phase
śruby kulowe 5mm/obr
Prowadnice , 2 na oś
Dodane 4 minuty 20 sekundy:
przez mc przesyłam plik do maszyny. A linuxa używam od wersji mandrake 8.5 czyli 2000/2002 roku
Dodane 2 minuty 37 sekundy:
Na linuxie robię to co mi potrzebne i nie zagłębiam się zbytnio w inne rzeczy. Przeważnie korzystam z gui.
- 09 sie 2020, 21:02
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Frezarkę mam od 3 tygodni w tym czasie dodałem home i estop. Nie wypowiem się czy warto. Powiedz jak zrobić ten test to go zrobię specjalnie dla ciebie. Sprzedawca mojej maszyny pokazywał mi płytkę lpt taką z chin na której chciałem robić też maszynę. Określił w przyrównaniu do BeBo że Lpt to szrot. Ale tego tez nie mogę potwierdzić, bo maszyny na tym nie zbudowałem. Mogę się wypowiedzieć co do Arduino gbrl. Czy o maszynach firmowych.
- 09 sie 2020, 20:42
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc

Dodane 4 minuty 12 sekundy:
Dane techniczne
stół: X=500mm, Y=800mm
pole robocze: X=340mm, Y=618mm, Z=240mm
FMax XYZ 1500mm/min
Wrzeciono 2.2kW. 2000-24000 r/min
Sterowanie Machinekit auf Beaglebone (Gleiche Bedienung wie LinuxCNC)
Sterowniki DQ860MA 80 V 7.8A
Trafo 48VDC Siemens Sitop PSU100M 20A
Krokowce 23HS9430B 1.8°/step 3A pro Phase
śruby kulowe 5mm/obr
Prowadnice , 2 na oś
Dodane 11 minuty 23 sekundy:
Fotografie zrobił jeszcze stary właściciel
- 09 sie 2020, 18:16
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Coś kiepsko mi idzie konfiguracja pomiaru narzędzia. Problem mam z linią w pliku ini powinno być:
( SUBROUTINE_PATH = /home/linuxcnc/linuxcnc/nc_files )
( REMAP=M6 modalgroup=6 ngc=tool-change )
( REMAP=M600 modalgroup=6 ngc=tool-job-begin )
a mam
SUBROUTINE_PATH = ../../nc_files/ngcgui_lib:../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../nc_files/ngcgui_lib/mfiles
Pytanie to gdzie mam umieścić te pliki z makrami *.ngc ?
bo jak podam czy dopiszę tak
SUBROUTINE_PATH = ../.. /home/linuxcnc/linuxcnc/nc_files :../../nc_files/ngcgui_lib:../../nc_files/ngcgui_lib/utilitysubs
to nie idzie.
( SUBROUTINE_PATH = /home/linuxcnc/linuxcnc/nc_files )
( REMAP=M6 modalgroup=6 ngc=tool-change )
( REMAP=M600 modalgroup=6 ngc=tool-job-begin )
a mam
SUBROUTINE_PATH = ../../nc_files/ngcgui_lib:../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../nc_files/ngcgui_lib/mfiles
Pytanie to gdzie mam umieścić te pliki z makrami *.ngc ?
bo jak podam czy dopiszę tak
SUBROUTINE_PATH = ../.. /home/linuxcnc/linuxcnc/nc_files :../../nc_files/ngcgui_lib:../../nc_files/ngcgui_lib/utilitysubs
to nie idzie.
- 09 sie 2020, 10:40
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Fakt czujniki swich-e trzeba ustawić tak by były zgodne z geometrią maszyny, pozostaje również kwestia dokładności takiego czujnika i jego powtarzalność w funkcji temperatury i czasu.
- 07 sie 2020, 21:19
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Udało mi się dzisiaj dokonać ostatecznej konfiguracji Homing-u dla mojej maszyny. Jak obiecałem pliki HAL i INI.
Dodane 3 minuty 4 sekundy:
Powiem, że nie obraził bym się jak by kto zechciał się podzielić konfiguracją dla sondy 3D i pomiaru długości narzędzia.
Dodane 3 minuty 4 sekundy:
Powiem, że nie obraził bym się jak by kto zechciał się podzielić konfiguracją dla sondy 3D i pomiaru długości narzędzia.
- 06 sie 2020, 18:42
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Uporałem się z osią "Z". Jak dorobię na osi "Y" hołming to wstawię pliki po korekcji.
- 06 sie 2020, 09:33
- Forum: LinuxCNC (dawniej EMC2)
- Temat: machinekit -bebopr++ linuxcnc
- Odpowiedzi: 19
- Odsłony: 2890
Re: machinekit -bebopr++ linuxcnc
Zastanawiam się po co Pan, który to zbudował zastosował, takie rozwiązanie. I doszedłem do wniosku, że chciał mieć kontrolę nad każdym silnikiem z osobna. Gdybym ja ją budował pewnie bym zrobił jak pisze kol pitsa.
Jeśli ktoś ma jakieś inne pomysły i uwagi proszę o podzielenie się z nami.
Jeśli ktoś ma jakieś inne pomysły i uwagi proszę o podzielenie się z nami.






