



Znaleziono 5 wyników
Wróć do „Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T”
- 24 maja 2019, 13:17
- Forum: Siemens Sinumerik CNC
- Temat: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
- Odpowiedzi: 10
- Odsłony: 3075
Re: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
W jakim manualu znajdę informacje odnośnie konfiguracji dryftu?
- 24 maja 2019, 08:19
- Forum: Siemens Sinumerik CNC
- Temat: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
- Odpowiedzi: 10
- Odsłony: 3075
Re: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
Witam ponownie.
Wróciłem do tematu po długiej przerwie i przyjrzałem się dokładniej problemowi.
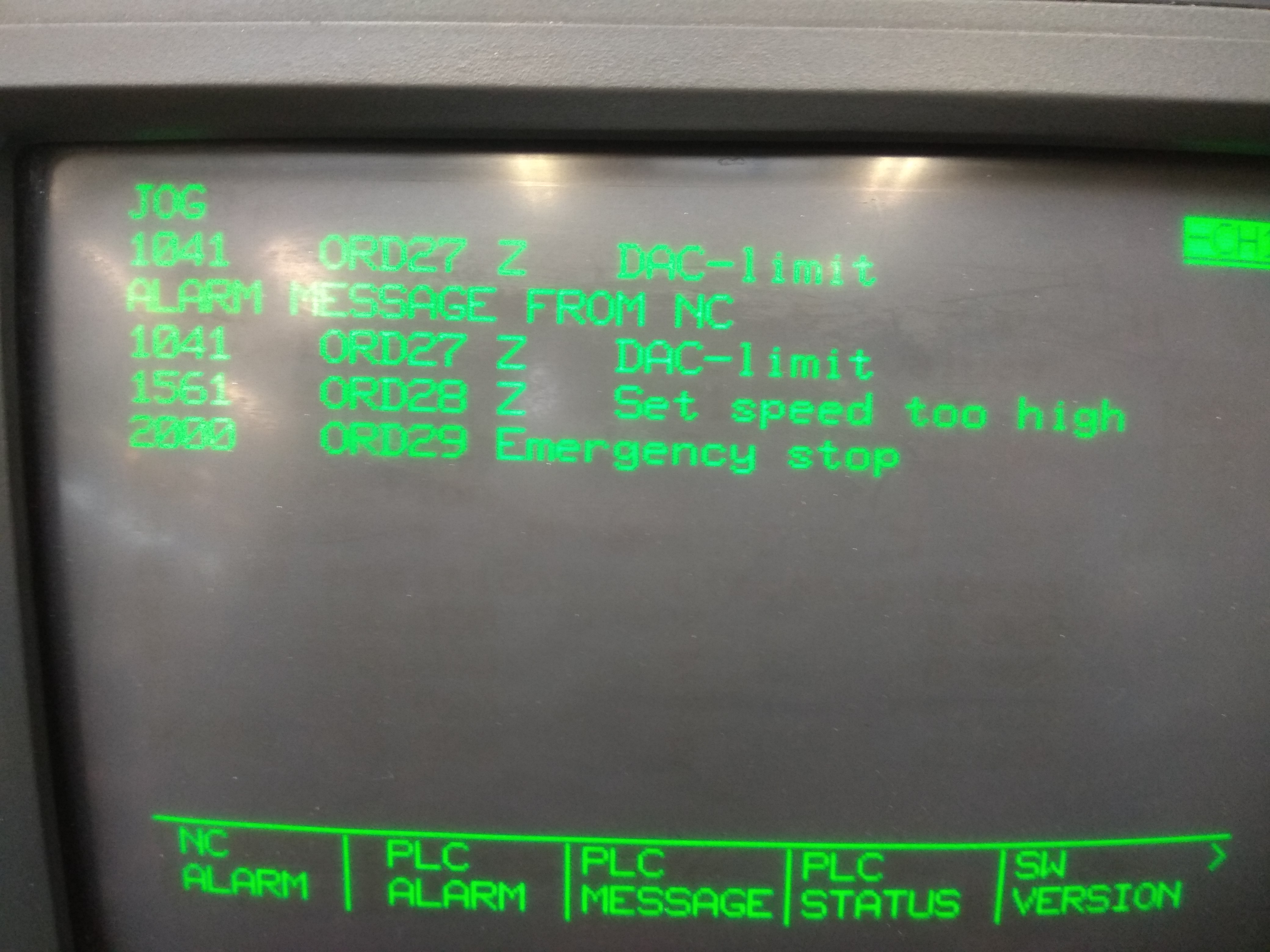
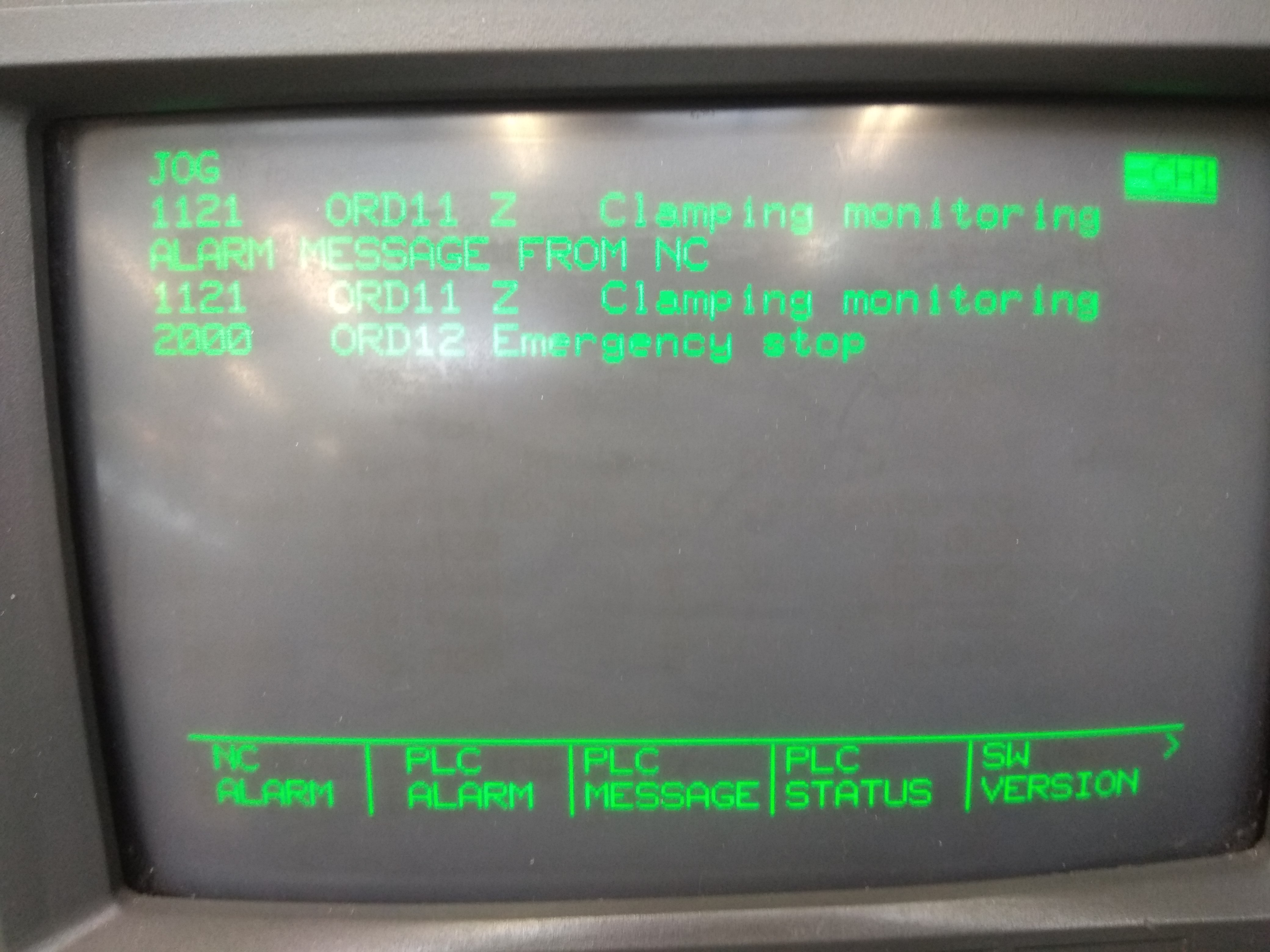
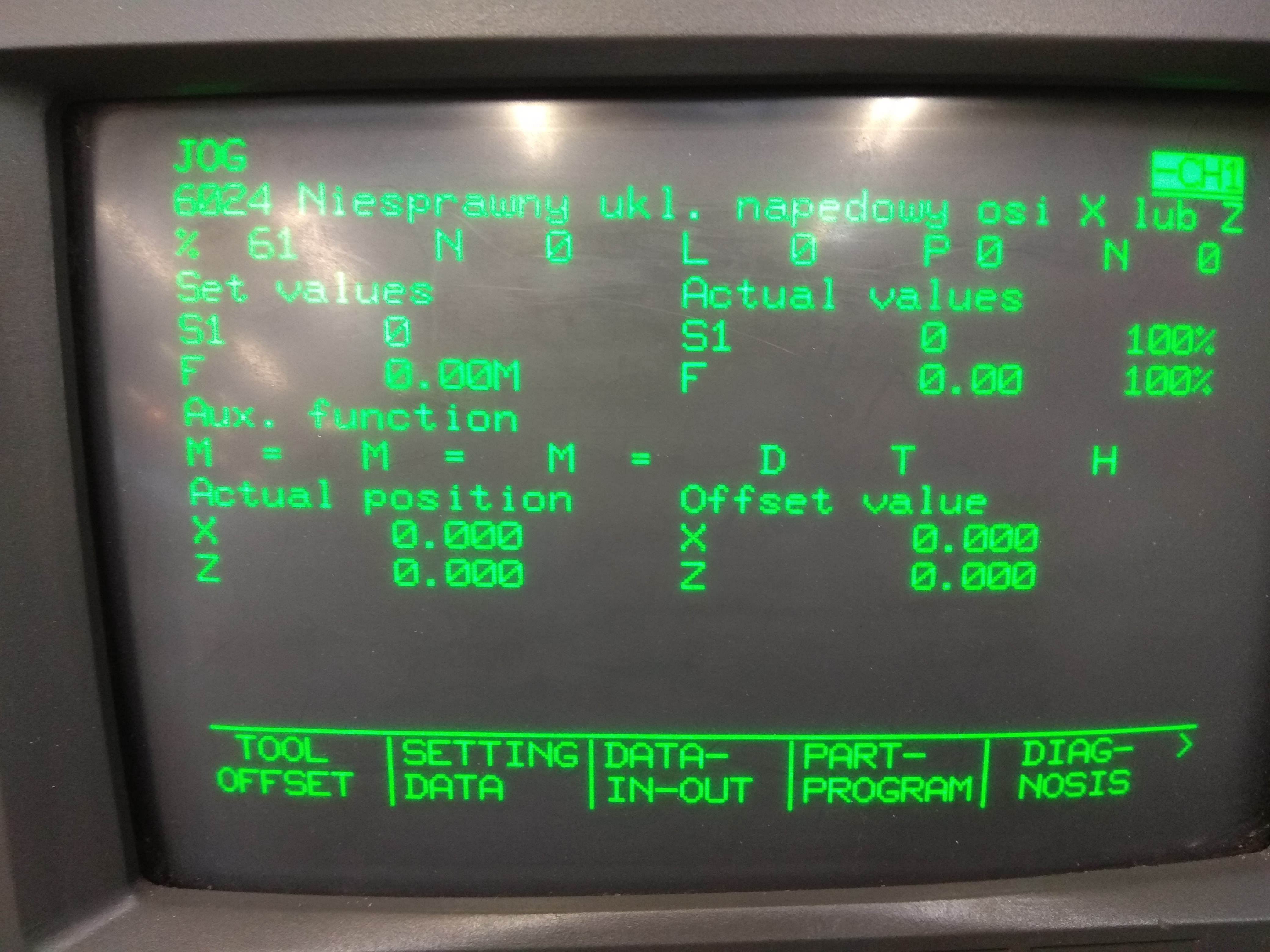
Problem polega na pojawianiu się alarmu (zdjęcia alarmów w załączniku) każdorazowo w momencie próby przejazdu osią Z w kierunku od wrzeciona na ruchu przyspieszonym.
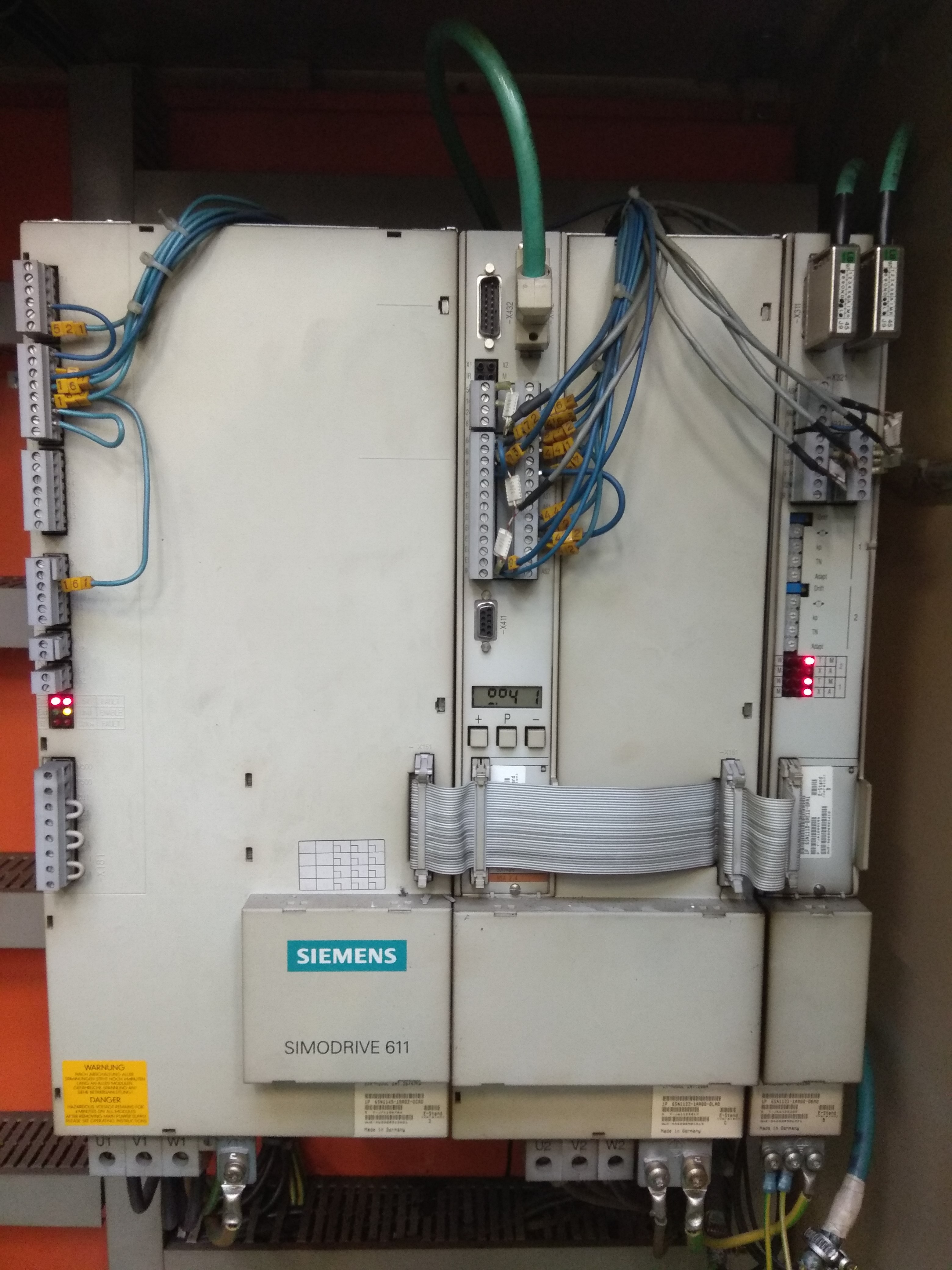
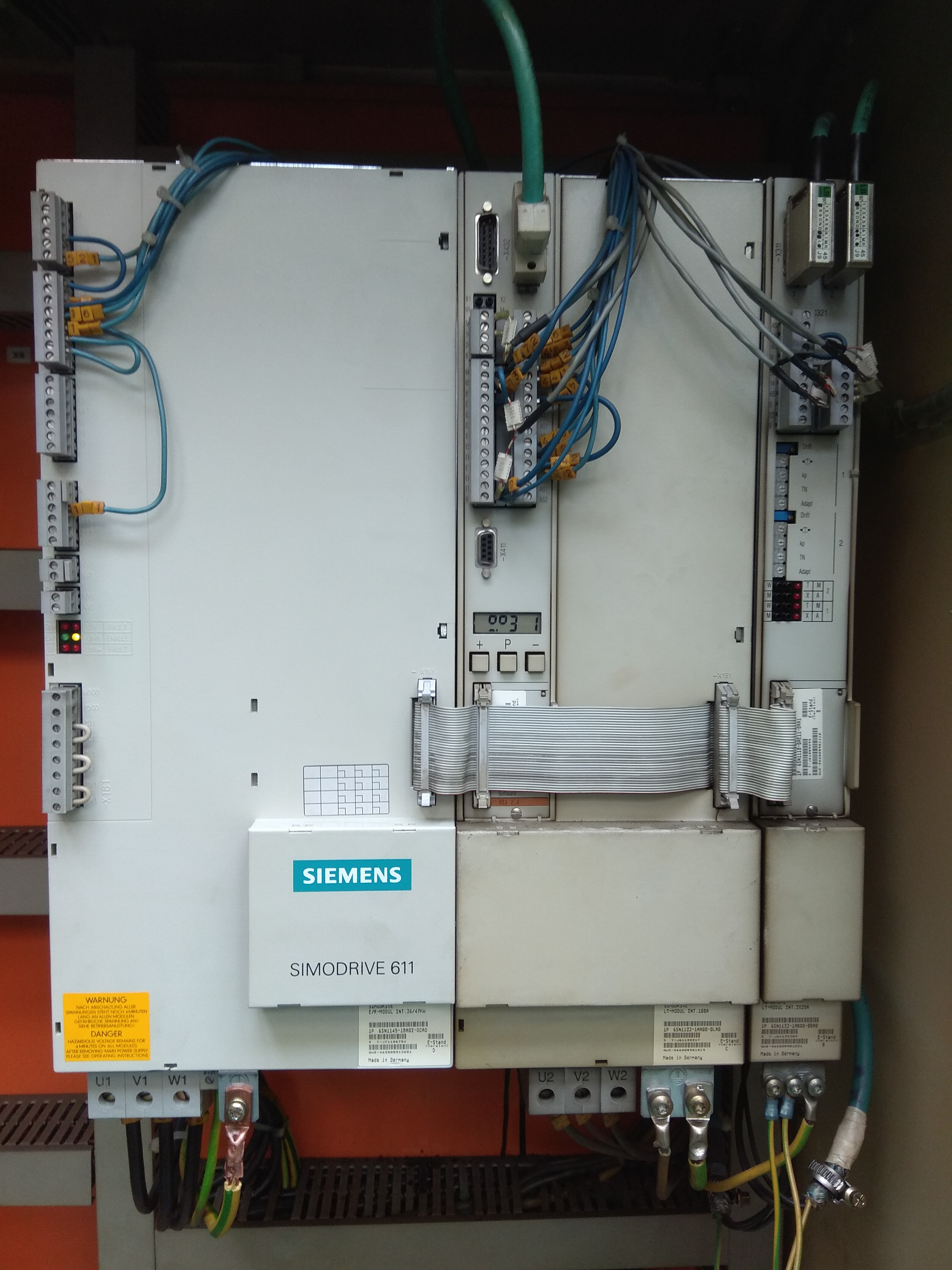
Napęd typ: INT 2x25A 6SN1123-1AB00-0BA0
Podczas przejazdu w kierunku wrzeciona na ruchu normalnym i przyspieszonym ten problem nie występuje. Również na osi X przejazdy działają poprawnie.
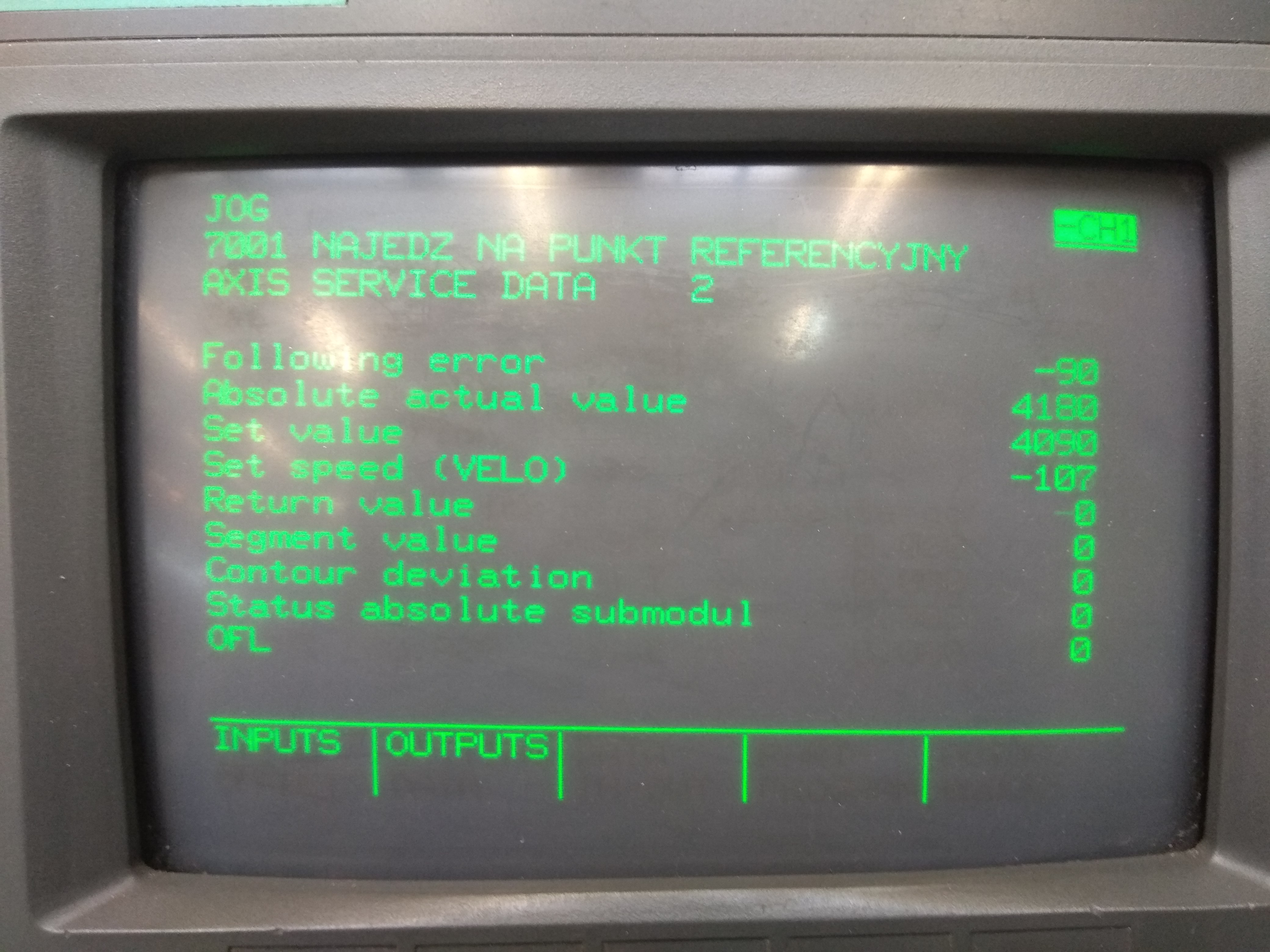
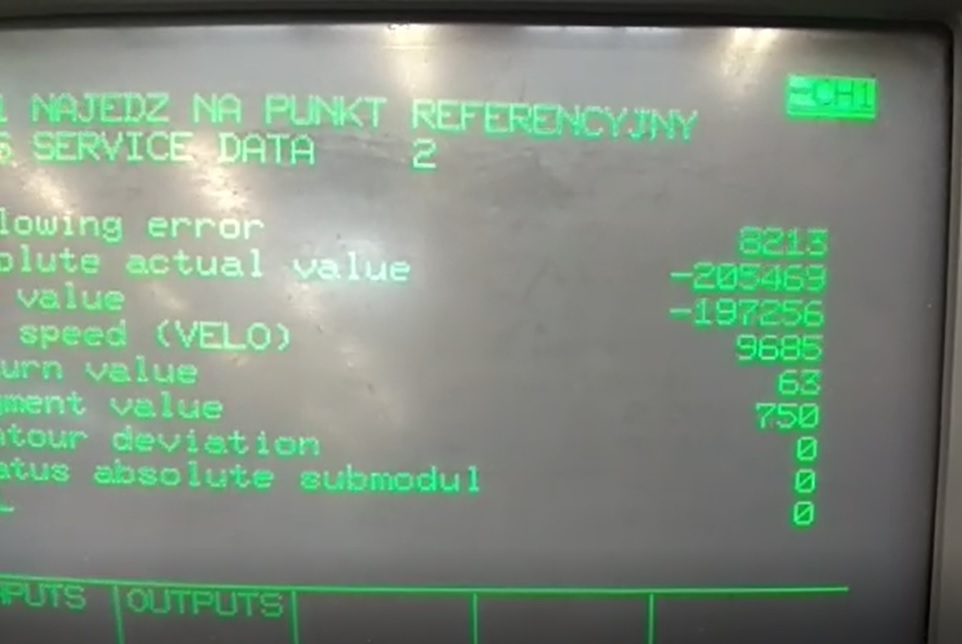
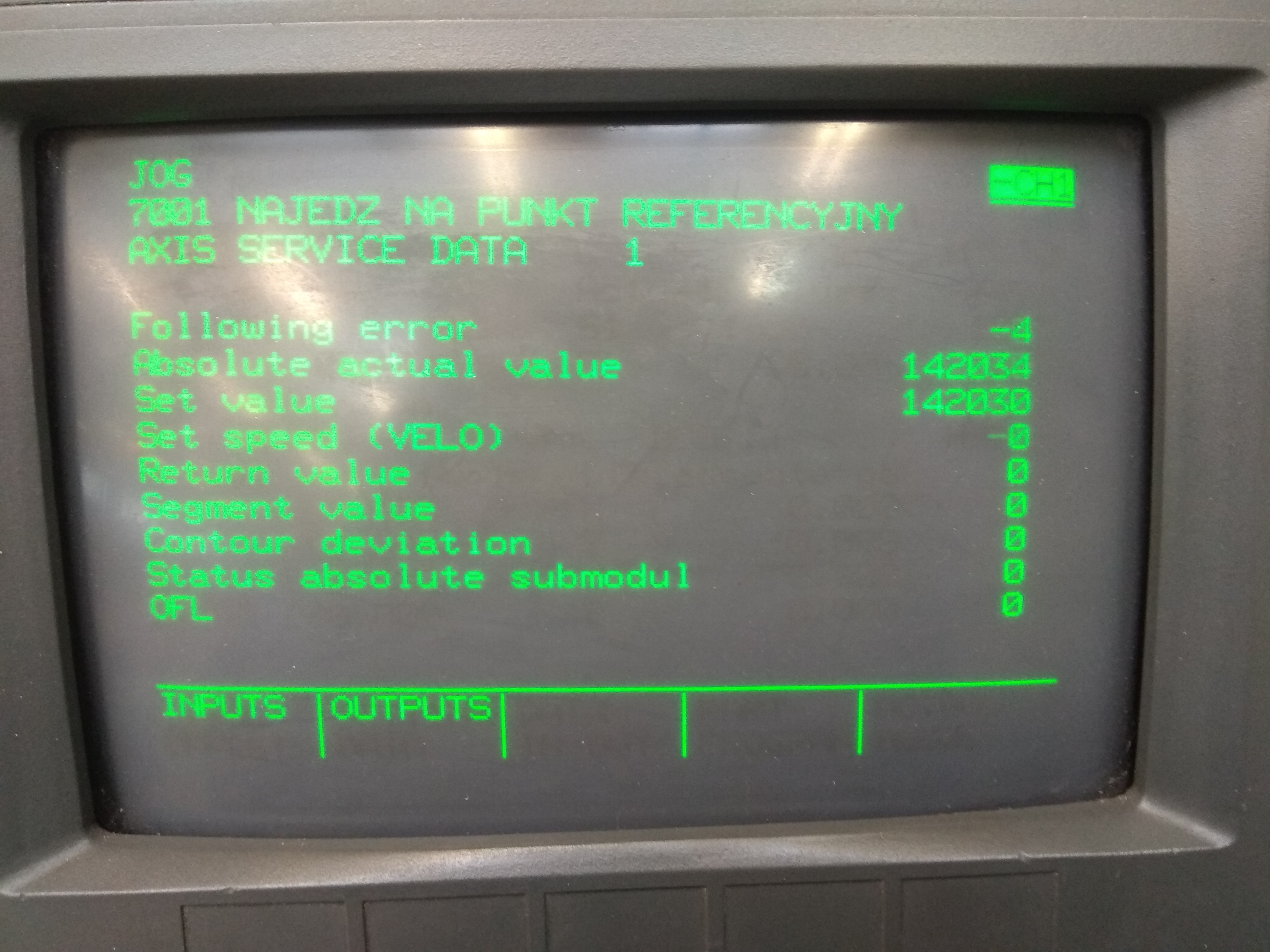
Po wyświetleniu parametrów w diagnostyce osi Z dziwna wartość pojawia się w parametrze „Set speed (Velo) na postoju wskazuje wartość około -100 (przy osi X około 0)
W momencie wolnego przejazdu na osi Z w kierunku wrzeciona wartość około -200 w przeciwnym do kierunku wrzeciona wartość bliska 0.
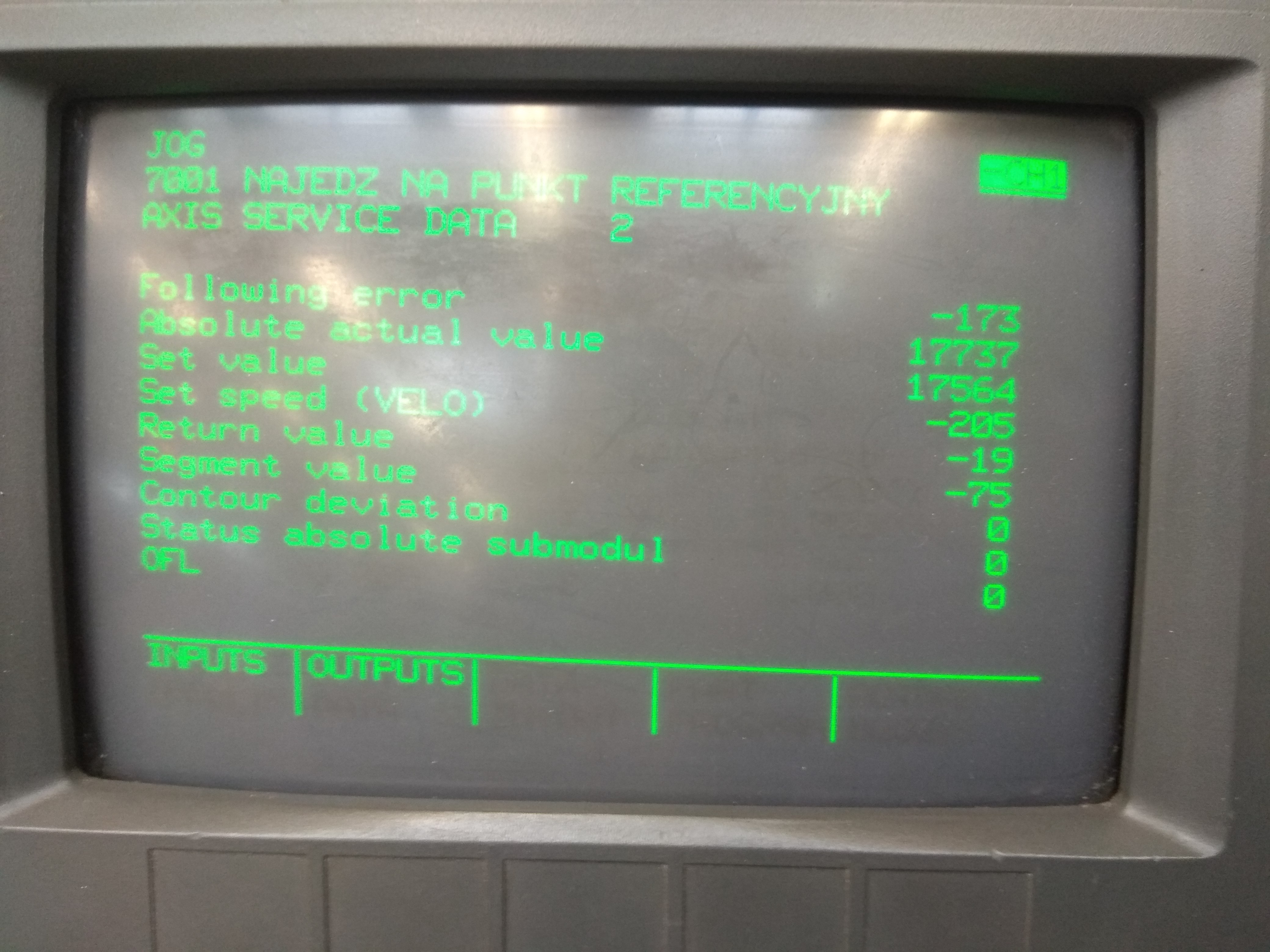
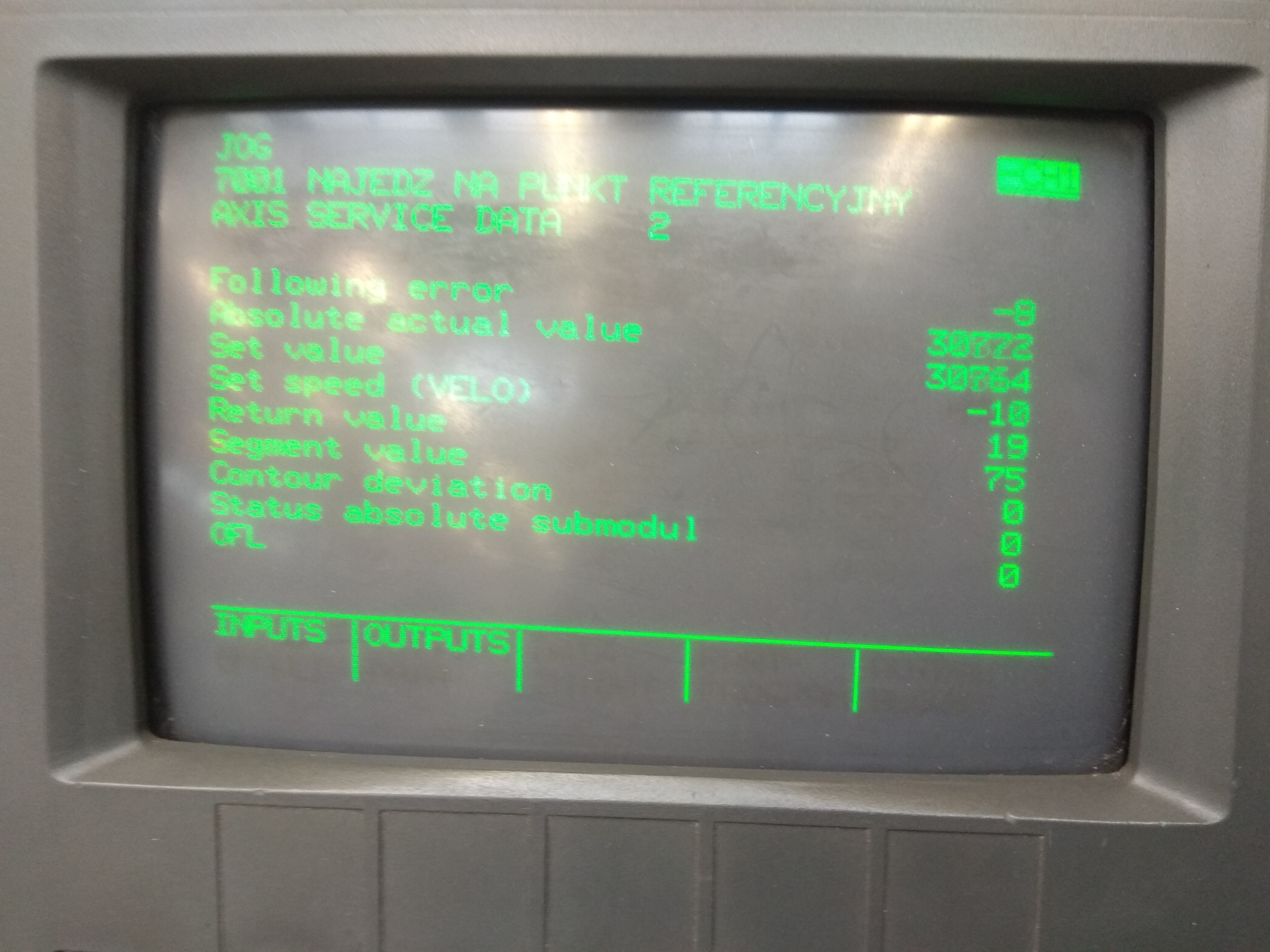
W momencie szybkiego przejazdu na osi Z w kierunku wrzeciona wartość około -1000 w przeciwnym do kierunku wrzeciona po chwili wartość powyżej 9000 i od razu pojawia się alarm.
Na osi X podczas szybkiego przejazdu w obydwu kierunkach wartości są równe i wynoszą około 2000.
Żadna z diod na napędzie osi nie świeci (jak widać na zdjęciu).

Dodatkowym objawem niewłaściwej pracy jest występowanie alarmu jednorazowo zaraz po załączeniu sterowania maszyny (Alarm 1121 Clamping monitoring). Silnik osi Z wykonuje gwałtowny obrót aż do wystąpienia alarmu. Po skasowaniu i ponownym załączeniu sterowania już nie ma tego problemu.
Wysyłam zdjęcia Alarmów, napędu osi Z oraz X, diagnostyki osi Z (AXIS SERVICE DATA 2), w momencie postoju, przejazdu do wrzeciona oraz od wrzeciona na ruchach wolnych i szybkich.
Dodatkowe parametry które mogą mieć coś wspólnego z tym problemem.
MD2680, MD2681 wynosi 8192
MD3640, MD3641, MD3680, MD3681 wynosi 1
MD157 wynosi 1136
MD156 wynosi 500
MD2640, MD2641 wynosi 9600
Dodatkowo kontaktowałem się z Siemensem i otrzymałem taką odpowiedź:
"Problem tkwi w napędzie. Po pierwsze trzeba wyregulować dryft w napędzie aby na w obu kierunkach wartości zadawania "Speed Velo" były takie same.
Maks wartość Speed Velo to 8192. Po przekroczeniu tej wartości następuje wyłączenie z błędem 1041. Wszystko wskazuje na źle wyregulowany lub uszkodzony napęd"
Poproszę o pomoc jak mogę wyregulować ten dryft, gdzie się to wykonuje (na napędzie czy w parametrach CNC).
Dziękujęza pomoc i pozdrawiam.
Wróciłem do tematu po długiej przerwie i przyjrzałem się dokładniej problemowi.
Problem polega na pojawianiu się alarmu (zdjęcia alarmów w załączniku) każdorazowo w momencie próby przejazdu osią Z w kierunku od wrzeciona na ruchu przyspieszonym.
Napęd typ: INT 2x25A 6SN1123-1AB00-0BA0
Podczas przejazdu w kierunku wrzeciona na ruchu normalnym i przyspieszonym ten problem nie występuje. Również na osi X przejazdy działają poprawnie.
Po wyświetleniu parametrów w diagnostyce osi Z dziwna wartość pojawia się w parametrze „Set speed (Velo) na postoju wskazuje wartość około -100 (przy osi X około 0)
W momencie wolnego przejazdu na osi Z w kierunku wrzeciona wartość około -200 w przeciwnym do kierunku wrzeciona wartość bliska 0.
W momencie szybkiego przejazdu na osi Z w kierunku wrzeciona wartość około -1000 w przeciwnym do kierunku wrzeciona po chwili wartość powyżej 9000 i od razu pojawia się alarm.
Na osi X podczas szybkiego przejazdu w obydwu kierunkach wartości są równe i wynoszą około 2000.
Żadna z diod na napędzie osi nie świeci (jak widać na zdjęciu).
Dodatkowym objawem niewłaściwej pracy jest występowanie alarmu jednorazowo zaraz po załączeniu sterowania maszyny (Alarm 1121 Clamping monitoring). Silnik osi Z wykonuje gwałtowny obrót aż do wystąpienia alarmu. Po skasowaniu i ponownym załączeniu sterowania już nie ma tego problemu.
Wysyłam zdjęcia Alarmów, napędu osi Z oraz X, diagnostyki osi Z (AXIS SERVICE DATA 2), w momencie postoju, przejazdu do wrzeciona oraz od wrzeciona na ruchach wolnych i szybkich.
Dodatkowe parametry które mogą mieć coś wspólnego z tym problemem.
MD2680, MD2681 wynosi 8192
MD3640, MD3641, MD3680, MD3681 wynosi 1
MD157 wynosi 1136
MD156 wynosi 500
MD2640, MD2641 wynosi 9600
Dodatkowo kontaktowałem się z Siemensem i otrzymałem taką odpowiedź:
"Problem tkwi w napędzie. Po pierwsze trzeba wyregulować dryft w napędzie aby na w obu kierunkach wartości zadawania "Speed Velo" były takie same.
Maks wartość Speed Velo to 8192. Po przekroczeniu tej wartości następuje wyłączenie z błędem 1041. Wszystko wskazuje na źle wyregulowany lub uszkodzony napęd"
Poproszę o pomoc jak mogę wyregulować ten dryft, gdzie się to wykonuje (na napędzie czy w parametrach CNC).
Dziękujęza pomoc i pozdrawiam.
- 18 kwie 2019, 07:53
- Forum: Siemens Sinumerik CNC
- Temat: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
- Odpowiedzi: 10
- Odsłony: 3075
Re: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
Witam ponownie.
Zasilacz został oddany na gwarancje, przyczyną faktycznie okazało się za niskie napięcie na szynie DC.
W tym momencie napędy przechodzą diagnostykę poprawnie. W momencie przejazdu na przyspieszonym tempie pojawia się alarm: 1041 "Za mała wartość bezwzględnego prądu". Wiecie może z czym to może być związane?
Pozdrawiam.
Zasilacz został oddany na gwarancje, przyczyną faktycznie okazało się za niskie napięcie na szynie DC.
W tym momencie napędy przechodzą diagnostykę poprawnie. W momencie przejazdu na przyspieszonym tempie pojawia się alarm: 1041 "Za mała wartość bezwzględnego prądu". Wiecie może z czym to może być związane?
Pozdrawiam.
- 03 kwie 2019, 07:24
- Forum: Siemens Sinumerik CNC
- Temat: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
- Odpowiedzi: 10
- Odsłony: 3075
Re: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
Dziękuję za podpowiedzi.
Dodam jeszcze że po podmianie na nowy zasilacz wszystko działało poprawnie. Jednak ze względu na duży koszt nowego zdecydowaliśmy się na naprawę starego w zewnętrznej firmie. Zastanawiają mnie jeszcze diody na napędzie osi. Na pierwszym zdjęciu świecą 3 diody wydaje mi się że przy normalnej pracy powinny świecić ale nie jestem pewien. Na 4 zdjęciu (aktualny stan) nie świeci żadna dioda.
Dodam jeszcze że po podmianie na nowy zasilacz wszystko działało poprawnie. Jednak ze względu na duży koszt nowego zdecydowaliśmy się na naprawę starego w zewnętrznej firmie. Zastanawiają mnie jeszcze diody na napędzie osi. Na pierwszym zdjęciu świecą 3 diody wydaje mi się że przy normalnej pracy powinny świecić ale nie jestem pewien. Na 4 zdjęciu (aktualny stan) nie świeci żadna dioda.
- 02 kwie 2019, 09:25
- Forum: Siemens Sinumerik CNC
- Temat: Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
- Odpowiedzi: 10
- Odsłony: 3075
Błąd 6024 Niesprawny układ napędowy na maszynie TUR68 ze sterownikiem Sinumerik 810T
Sinumerik 810T; Simodrive 611; Zasilacz; Błąd 6024; Niesprawny układ napędowy; TUR68
Witam serdecznie wszystkich.
Mam problem z maszyną TUR68 ze sterownikiem Sinumerik 810T
Objawem niewłaściwej pracy był wyświetlany komunikat Niesprawny układ napędowy osi X lub Z. Zostało zdiagnozowane uszkodzenie zasilacza CNC (świeciły dwie czerwone diody na zasilaczu, nie było napięcia na głównej szynie zasilającej).
Awaria została usunięta. Napięcie na szynie zasilającej wynosi około 560V DC lecz problem występuje cały czas. Świeci sie dioda na zasilaczu pomarańczowa a na napędzie osi nie świeci się żadna dioda.

Pojawia się błąd którego nie możemy skasować 6024 „Niesprawny układ napędowy osi X lub osi Z”. Alarm pojawia się po około 2 sekundach od załączenia sterowania maszyny. Po wyłączeniu sterowania np. poprzez wciśniecie grzyba bezpieczeństwa błąd można skasować.
Przesyłam zdjęcia które może pomogą w zdiagnozowaniu usterki. Posiadam też filmy z uruchamiania maszyny ale nie da się dodawać tutaj plików .mp4.
Z góry dziękuję za pomoc i pozdrawiam.
Witam serdecznie wszystkich.
Mam problem z maszyną TUR68 ze sterownikiem Sinumerik 810T
Objawem niewłaściwej pracy był wyświetlany komunikat Niesprawny układ napędowy osi X lub Z. Zostało zdiagnozowane uszkodzenie zasilacza CNC (świeciły dwie czerwone diody na zasilaczu, nie było napięcia na głównej szynie zasilającej).
Awaria została usunięta. Napięcie na szynie zasilającej wynosi około 560V DC lecz problem występuje cały czas. Świeci sie dioda na zasilaczu pomarańczowa a na napędzie osi nie świeci się żadna dioda.
Pojawia się błąd którego nie możemy skasować 6024 „Niesprawny układ napędowy osi X lub osi Z”. Alarm pojawia się po około 2 sekundach od załączenia sterowania maszyny. Po wyłączeniu sterowania np. poprzez wciśniecie grzyba bezpieczeństwa błąd można skasować.
Przesyłam zdjęcia które może pomogą w zdiagnozowaniu usterki. Posiadam też filmy z uruchamiania maszyny ale nie da się dodawać tutaj plików .mp4.
Z góry dziękuję za pomoc i pozdrawiam.






