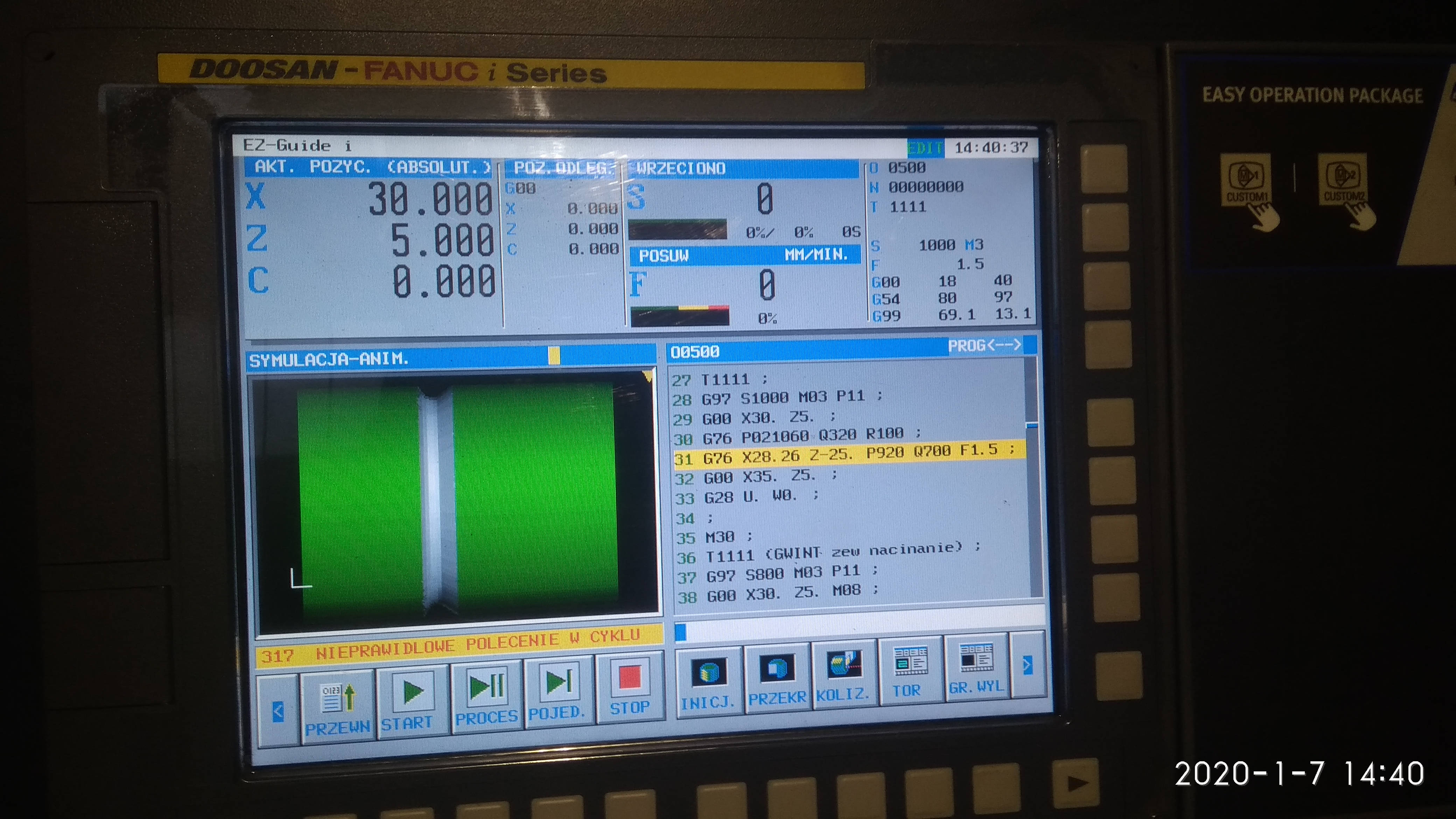
A winowajcą okazał się parametr....R który na maszynie na której dane mi od czasu do czasu pracować musi się zawierać w przedziale od 0 do 1.
Serdeczne dzięki Panu Wojtkowi który pomógł naprowadzić mnie na trop przez screen z ustawieniami, oczywiście łapka w górę leci
Jeszcze nie wiem jak to dokładnie działa ale u mnie ustawienia maszyny wyglądały tak----->
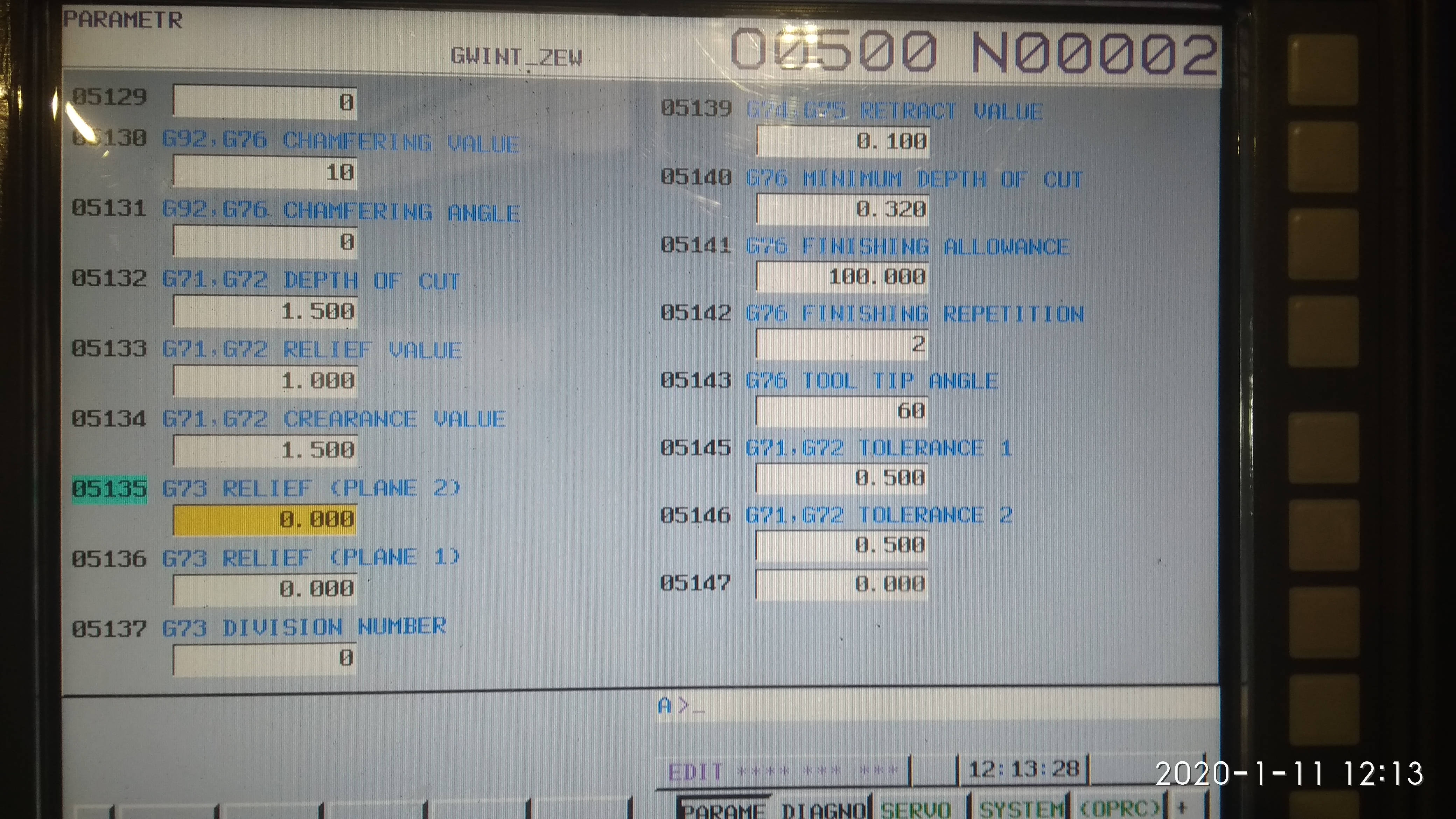
i po parametrze 05141 wynika że R1=1 a nie 0.01 jak podają w manualu. Nie wiem czy ktoś tak ustawił czy było tak fabrycznie. Jak ktoś wie jak go zmienić to dajcie znać jak to zrobić.
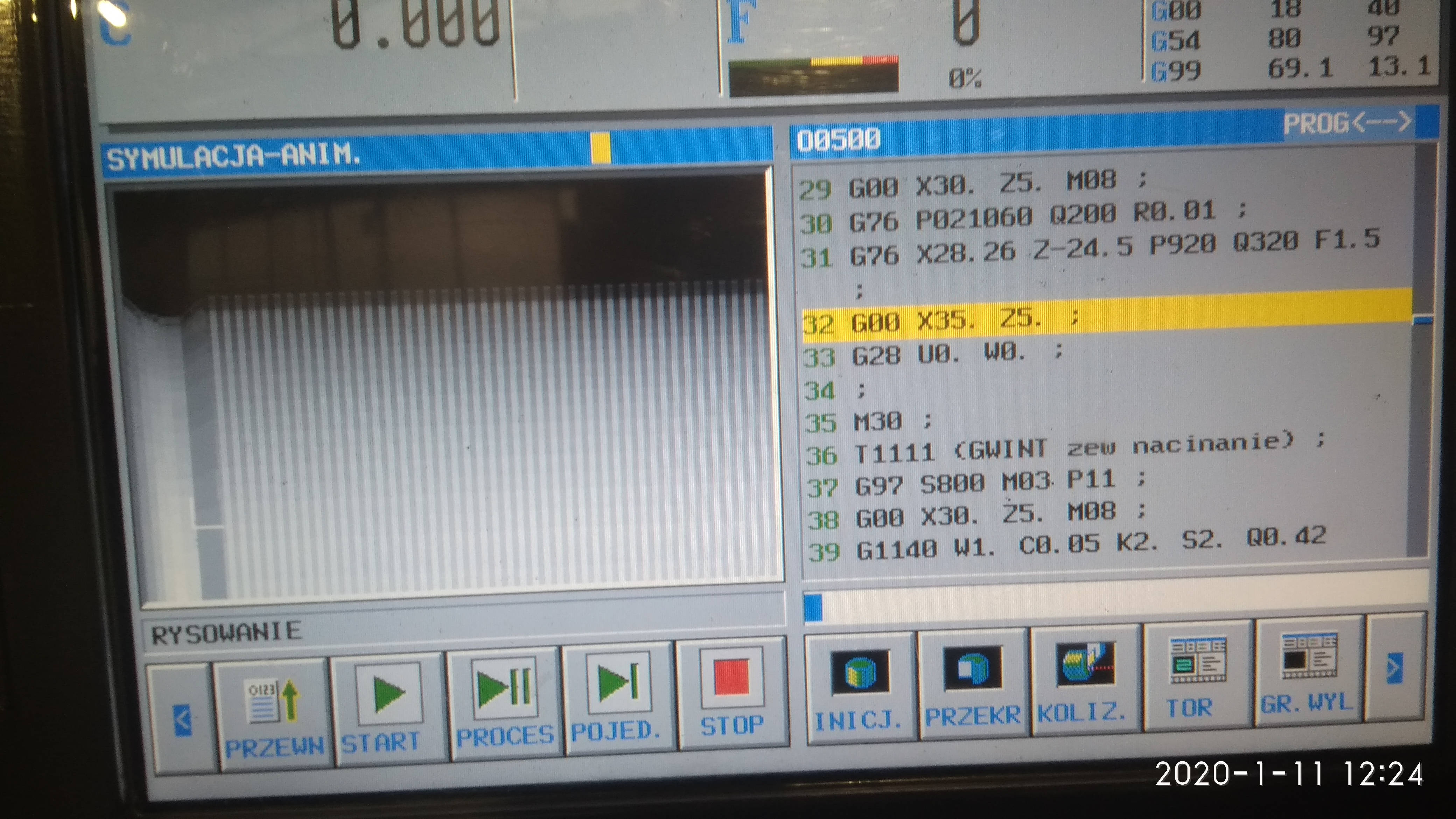
I na deser screen z symulacji(jeszcze nie sprawdzany w praktyce ale już mnie świerzbi
Dodane 3 minuty 33 sekundy:
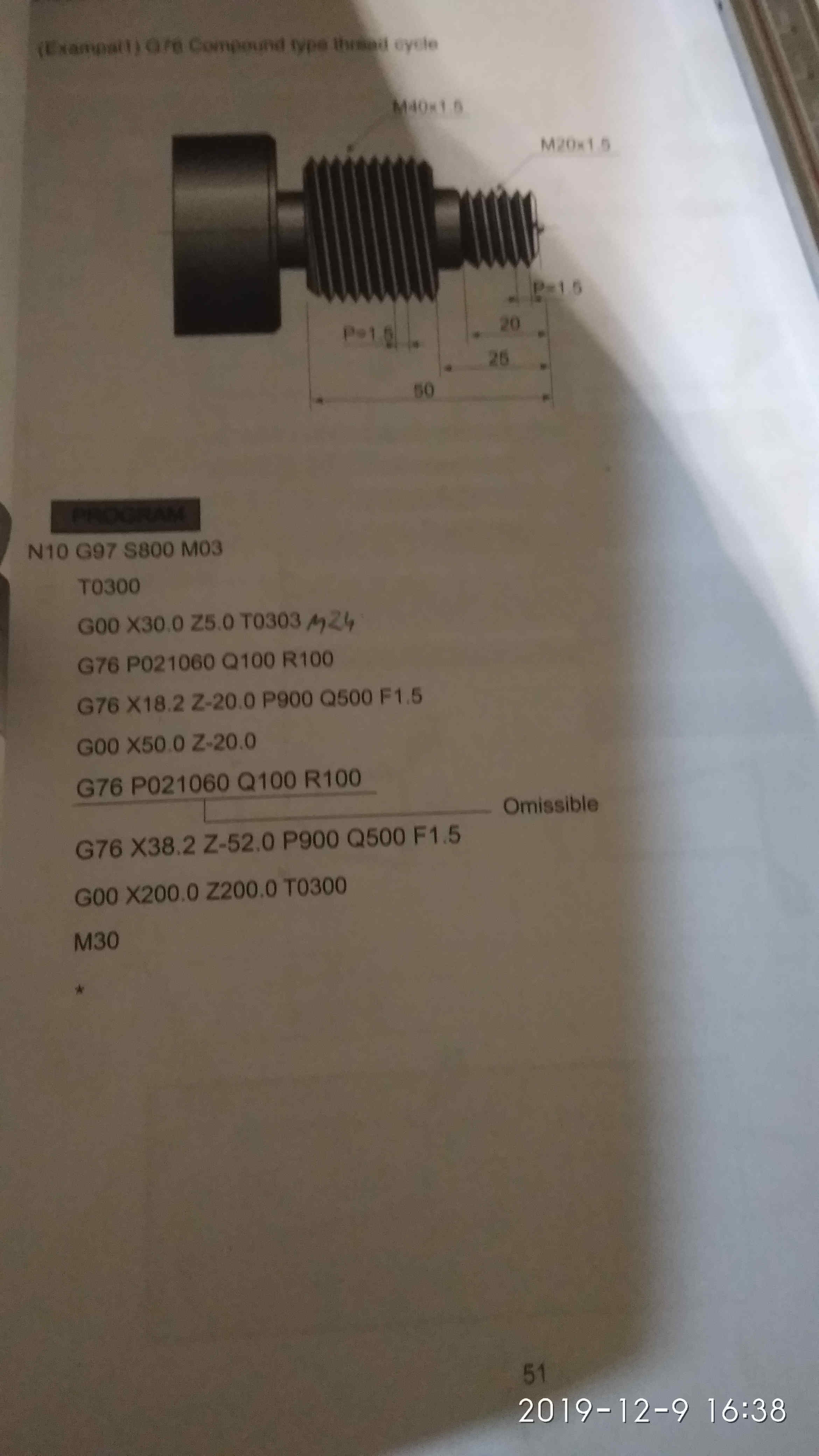
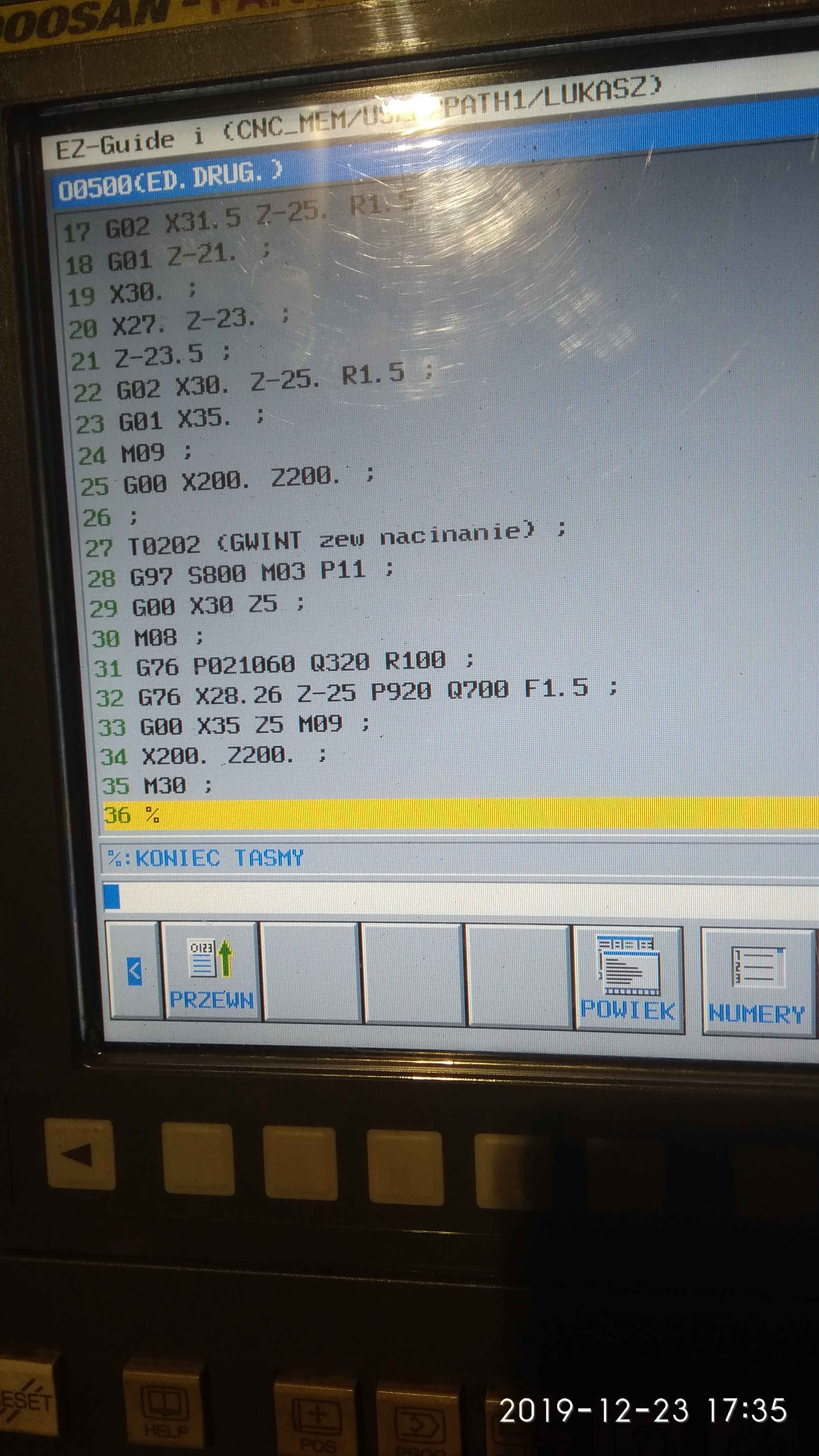
Jednak w samym cyklu nie o to chodzi, ale co do zasady to prawda.mheli pisze: ↑07 sty 2020, 22:08Spróbowałbym jeszcze zamiast tego x28.26 wpisać x28.16 lub x28.06.
Dlaczego, ponieważ najazd na średnicę przed cyklem jest x30., głębokość gwintu na stronę 0.92 z czego wynika że ostatnie przejście powinno być na x28.16, a nie jak Kolega ma 28.26, może to się maszynie nie podoba. Według tabeli maksymalna średnica rdzenia powinna mieć 28.12 minimum to 27.87.
Skoro już tyle te rozważania zajęły czasu to warto jeszcze tak spróbować.
Nie zaprzecze że trochę mnie Wojtek naprowadził tym opisem błędu.
 .
.