



I chciałbym podziękowac Ci naświetlenia sytuacji lecz mam jeszcze kilka pytań
Czy mogę korygować os Z krańcówka e-stop ? aby za każdym razem maszyna sama wiedziała na jakim Z ma sie poruszać ? e-stop U oraz V
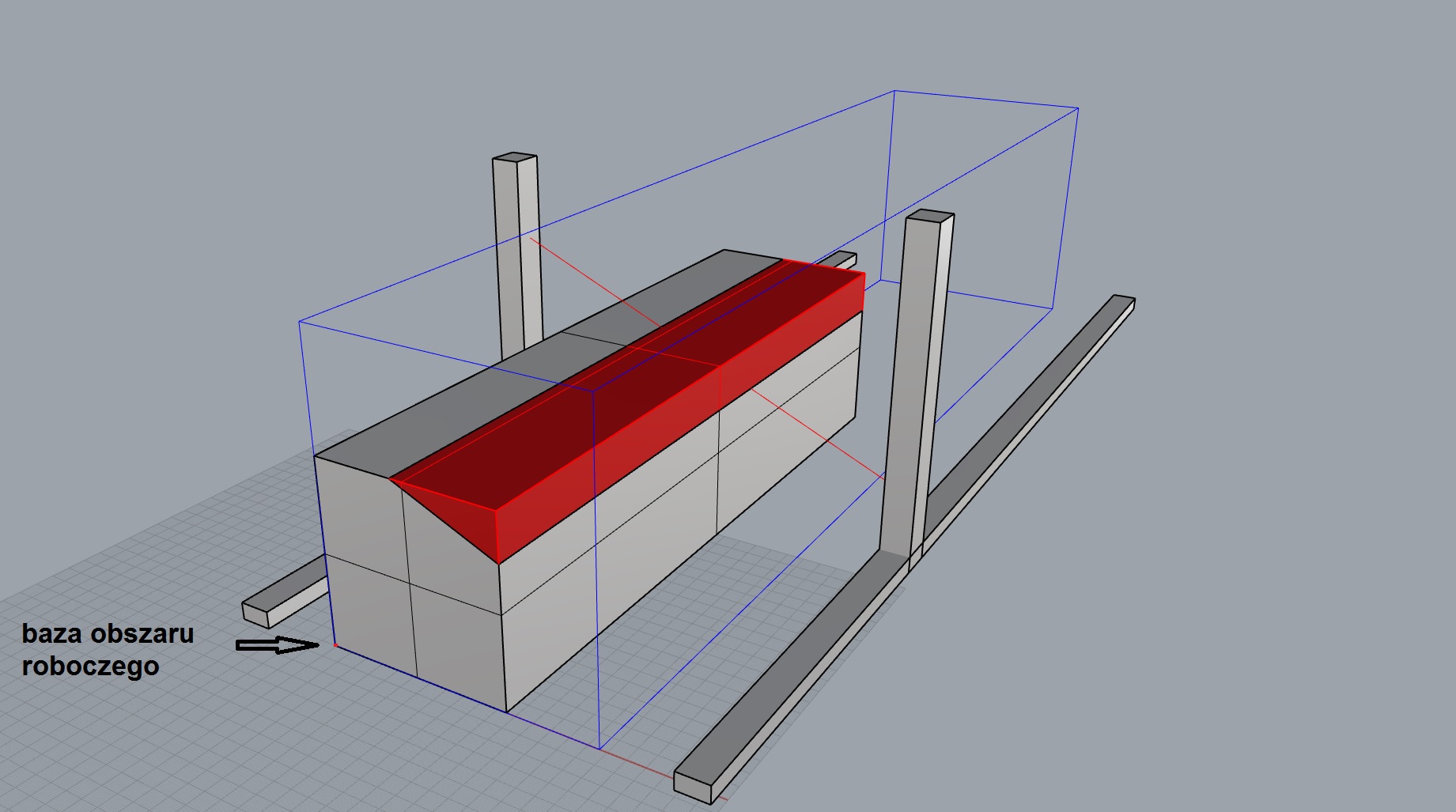
Czym mogę też w programie określić zakres pracy maszyny i na jego podstawie określać położenie jak "oczko" drutu ?
rys poniżej
W 6 linii g-codu " I40 " to "40" jest wartością Z na której jest tworzony g-code czy to jest określenie w moim przypadku grubości bloku ?
Jakiego użyłeś programu do Tworzenia tego g-codu ?
Jeszcze raz dzięki za rozjaśnienie sytuacji i wszystki odpowiedzi






