



Tutaj nie doprecyzowałem, że do wybrania posłuży frez D=2.
Kieszeń zewnętrzna (ograniczona konturem LBL2 i LBL1) skąd sterowanie ma wiedzieć do jakiego momentu ma obrabiać? Jeżeli zadam skrawanie po RL a więc po zewnętrznej stronie w dalszym ciągu sterowanie "nie wie" gdzie znajduje sie granica (LBL konturu) do którego ma obrabiać. Prostokąt zewnętrzny 100x100 teoretycznie można wybrać większym narzędziem na jeden raz. Ale to są uproszczone figury i w rzeczywistości pracuję jak wspomniałem na bardziej skomplikowanym kształcie, w którym potrzeba wielu ścieżek do wybrania po zewnątrz. Innymi słowy jak zadać sterowaniu cykl wybrania pomiędzy konturem wewnętrznym a zewnętrznym jako kieszeń.
Znaleziono 2 wyniki
Wróć do „Kieszeń/wyspa/reszta wybrana - Heidenhain cykl 14,20,21”
- 07 lip 2018, 09:03
- Forum: Heidenhain
- Temat: Kieszeń/wyspa/reszta wybrana - Heidenhain cykl 14,20,21
- Odpowiedzi: 8
- Odsłony: 2638
- 07 lip 2018, 07:19
- Forum: Heidenhain
- Temat: Kieszeń/wyspa/reszta wybrana - Heidenhain cykl 14,20,21
- Odpowiedzi: 8
- Odsłony: 2638
Kieszeń/wyspa/reszta wybrana - Heidenhain cykl 14,20,21
Dzień dobry,
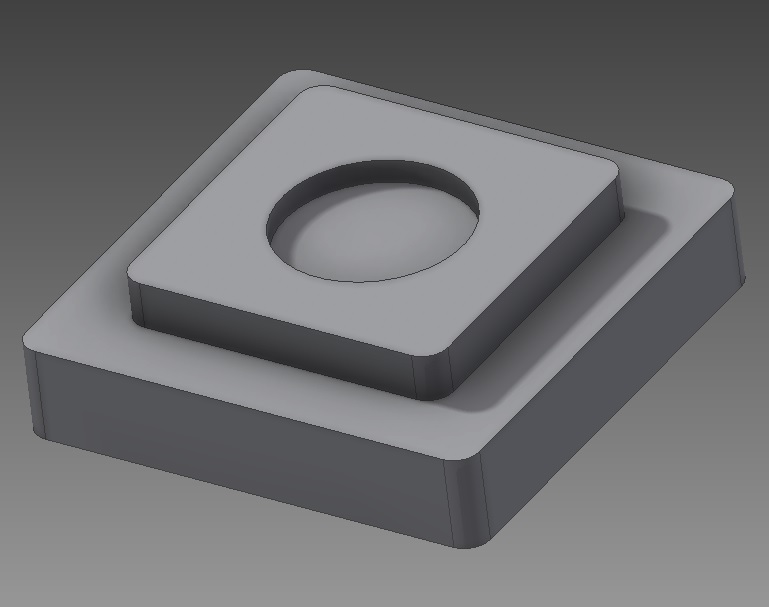
W trakcie nauki Heidenhain'a przyszło mi się zmierzyć z problemem, którego nie potrafię rozwiązać. Może byłby ktoś miły podpowiedzieć mi jak napisać dany cykl. Zamieszczam zdjęcie do podglądu. W rzeczywistości kontury nad jakimi pracuję są inne ale uprościłem je. Idea jest ta sama. Wg. instrukcji definicja konturu w cyklu 14 powinna zawierać formułę X/Y/Z. Mi w tym przypadku wybiera największy kontur od środka a więc całe pole z pominięciem mniejszych konturów. Jak zdefiniować aby pole pomiędzy konturem z LBL3 i LBL2 byloby wyspą, pomiędzy LBL2 a LB1 wybraniem reszty po zewnątrz, a wewnątrz LBL3 kieszeń?
Poniżej kod.
Oczywiście głębokości nie mają znaczenia. Może w tym sensie że zewnętrzne wybranie powinno być głębsze niż wybranie wewnątrz koła (chyba będzie miało znaczenie ponieważ trzeba będzie pisać osobny cykl)?.
Dziękuję z góry za pochylenie się nad moim problemem.
0 BEGIN PGM PROGRAM1 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 1 Z S200 F20
4 L Z+200 FMAX M3
5 CYCL DEF 14.0 CONTOUR
6 CYCL DEF 14.1 CONTOUR LABEL1
7 CYCL DEF 20 CONTOUR DATA ~
Q1=-10 ;MILLING DEPTH ~
Q2=+1 ;TOOL PATH OVERLAP ~
Q3=+0 ;ALLOWANCE FOR SIDE ~
Q4=+0 ;ALLOWANCE FOR FLOOR ~
Q5=+0 ;SURFACE COORDINATE ~
Q6=+2 ;SET-UP CLEARANCE ~
Q7=+50 ;CLEARANCE HEIGHT ~
Q8=+0 ;ROUNDING RADIUS ~
Q9=+1 ;ROTATIONAL DIRECTION
8 CYCL DEF 22 ROUGH-OUT ~
Q10=-5 ;PLUNGING DEPTH ~
Q11=+150 ;FEED RATE FOR PLNGNG ~
Q12=+500 ;FEED RATE F. ROUGHNG ~
Q18=+1 ;COARSE ROUGHING TOOL ~
Q19=+0 ;FEED RATE FOR RECIP. ~
Q208=+99999 ;RETRACTION FEED RATE ~
Q401=+100 ;FEED RATE FACTOR ~
Q404=+0 ;FINE ROUGH STRATEGY
9 CYCL CALL M3
10 L M2
11 LBL 1
12 L X+50 Y+0 RL FMAX
13 L X+50 Y+50
14 RND R5
15 L X-50 Y+50
16 RND R5
17 L X-50 Y-50
18 RND R5
19 L X+50 Y-50
20 RND R5
21 L X+50 Y+0
22 LBL 0
23 LBL 2
24 L X+35 Y+0 RL FMAX
25 L X+35 Y+35
26 RND R5
27 L X-35 Y+35
28 RND R5
29 L X-35 Y-35
30 RND R5
31 L X+35 Y-35
32 RND R5
33 L X+35 Y+35
34 LBL 0
35 LBL 3
36 CC X+0 Y+0
37 LP PR+20 PA+0 RR F AUTO
38 CP IPA+360 DR+
39 LBL 0
40 END PGM PROGRAM1 MM
W trakcie nauki Heidenhain'a przyszło mi się zmierzyć z problemem, którego nie potrafię rozwiązać. Może byłby ktoś miły podpowiedzieć mi jak napisać dany cykl. Zamieszczam zdjęcie do podglądu. W rzeczywistości kontury nad jakimi pracuję są inne ale uprościłem je. Idea jest ta sama. Wg. instrukcji definicja konturu w cyklu 14 powinna zawierać formułę X/Y/Z. Mi w tym przypadku wybiera największy kontur od środka a więc całe pole z pominięciem mniejszych konturów. Jak zdefiniować aby pole pomiędzy konturem z LBL3 i LBL2 byloby wyspą, pomiędzy LBL2 a LB1 wybraniem reszty po zewnątrz, a wewnątrz LBL3 kieszeń?
Poniżej kod.
Oczywiście głębokości nie mają znaczenia. Może w tym sensie że zewnętrzne wybranie powinno być głębsze niż wybranie wewnątrz koła (chyba będzie miało znaczenie ponieważ trzeba będzie pisać osobny cykl)?.
Dziękuję z góry za pochylenie się nad moim problemem.
0 BEGIN PGM PROGRAM1 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 1 Z S200 F20
4 L Z+200 FMAX M3
5 CYCL DEF 14.0 CONTOUR
6 CYCL DEF 14.1 CONTOUR LABEL1
7 CYCL DEF 20 CONTOUR DATA ~
Q1=-10 ;MILLING DEPTH ~
Q2=+1 ;TOOL PATH OVERLAP ~
Q3=+0 ;ALLOWANCE FOR SIDE ~
Q4=+0 ;ALLOWANCE FOR FLOOR ~
Q5=+0 ;SURFACE COORDINATE ~
Q6=+2 ;SET-UP CLEARANCE ~
Q7=+50 ;CLEARANCE HEIGHT ~
Q8=+0 ;ROUNDING RADIUS ~
Q9=+1 ;ROTATIONAL DIRECTION
8 CYCL DEF 22 ROUGH-OUT ~
Q10=-5 ;PLUNGING DEPTH ~
Q11=+150 ;FEED RATE FOR PLNGNG ~
Q12=+500 ;FEED RATE F. ROUGHNG ~
Q18=+1 ;COARSE ROUGHING TOOL ~
Q19=+0 ;FEED RATE FOR RECIP. ~
Q208=+99999 ;RETRACTION FEED RATE ~
Q401=+100 ;FEED RATE FACTOR ~
Q404=+0 ;FINE ROUGH STRATEGY
9 CYCL CALL M3
10 L M2
11 LBL 1
12 L X+50 Y+0 RL FMAX
13 L X+50 Y+50
14 RND R5
15 L X-50 Y+50
16 RND R5
17 L X-50 Y-50
18 RND R5
19 L X+50 Y-50
20 RND R5
21 L X+50 Y+0
22 LBL 0
23 LBL 2
24 L X+35 Y+0 RL FMAX
25 L X+35 Y+35
26 RND R5
27 L X-35 Y+35
28 RND R5
29 L X-35 Y-35
30 RND R5
31 L X+35 Y-35
32 RND R5
33 L X+35 Y+35
34 LBL 0
35 LBL 3
36 CC X+0 Y+0
37 LP PR+20 PA+0 RR F AUTO
38 CP IPA+360 DR+
39 LBL 0
40 END PGM PROGRAM1 MM






