



Znaleziono 2 wyniki
Wróć do „Współrzędne i bazowanie CNC”
- 28 lip 2018, 18:22
- Forum: CNC podstawy
- Temat: Współrzędne i bazowanie CNC
- Odpowiedzi: 31
- Odsłony: 6278
Re: Współrzędne i bazowanie CNC
Aaaa... Już rozumiem. Źle zinterpretowałem pytanie 
- 28 lip 2018, 13:48
- Forum: CNC podstawy
- Temat: Współrzędne i bazowanie CNC
- Odpowiedzi: 31
- Odsłony: 6278
Re: Współrzędne i bazowanie CNC
Projektując obróbkę na maszynie czy też w dowolnym CAMie, jako jeden z pierwszych kroków przyjmujesz punkt zerowy.
Ja wybieram do tego celu miejsce w detalu do którego najlepiej można przyjąć fizycznie bazę, a więc stała szczęka imadła. Drugą z osi dobieram wg. uznania gdzie mi lepiej odbojnik postawić, czasem obróbka jest poza krawędzią imadła to zero przyjmuję po przeciwnej stronie.
W przypadku obróbki okrągłych elementów będzie środek uchwytu 3-szczękowego. Z=0 w 99% obieram na bezwględnie najwyżej położonym miejscu detalu po obróbce. Ale to też różnie, jak mam zrobić tylko grawerkę na półce która jest gdzieś niżej to oczywiście odstępuję od reguły. Oczywiście trzeba pamiętać by na maszynie przyjąć wartości odpowiednio odsunięte, po przygotówka w pierwszym mocowaniu jest większa jak detal który chcemy obrobić.
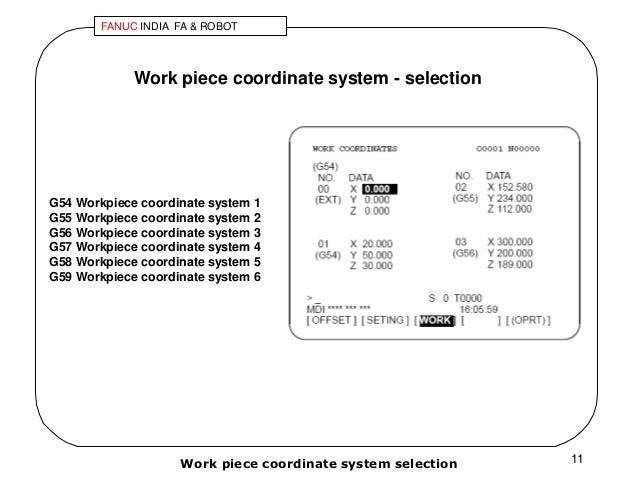
Home maszyny nie ma nic wspólnego z miejscem zerowym detalu. Po to np. w G-kodach mamy G54,G55 które definiują nam własny układ współrzędnych. Oczywiście zależnie od typu sterowania to inaczej się to definiuje bo inaczej np. to wygląda na Heidenhain'e czy Sinumericu.
Ja dla G54 przyjmuję mocowanie z imadła, G55 to środek uchwytu 3-szczękowego, G56 to obróbka na czwartej osi, kolejne to nietypowe mocowania (np. bezpośrednio na stole bądź w specjalnym przyrządzie)
Na zakończenie programów przywołuję G53 (maszynowe) i odjeżdżam na Y0 które jest u mnie 3mm od krańcówki - by mieć wygodę przy wymianie/montażu detali.
Dla przykładu z FANUCa poniżej, pierwsza część EXT odsuwa względnie każdy układ współrzędnych o podaną wartość. Często z tego korzystam. Dalej to np. zero dla G54 jest odsunięte od maszynowych o X+20, Y+50, Z+30
Ja wybieram do tego celu miejsce w detalu do którego najlepiej można przyjąć fizycznie bazę, a więc stała szczęka imadła. Drugą z osi dobieram wg. uznania gdzie mi lepiej odbojnik postawić, czasem obróbka jest poza krawędzią imadła to zero przyjmuję po przeciwnej stronie.
W przypadku obróbki okrągłych elementów będzie środek uchwytu 3-szczękowego. Z=0 w 99% obieram na bezwględnie najwyżej położonym miejscu detalu po obróbce. Ale to też różnie, jak mam zrobić tylko grawerkę na półce która jest gdzieś niżej to oczywiście odstępuję od reguły. Oczywiście trzeba pamiętać by na maszynie przyjąć wartości odpowiednio odsunięte, po przygotówka w pierwszym mocowaniu jest większa jak detal który chcemy obrobić.
Home maszyny nie ma nic wspólnego z miejscem zerowym detalu. Po to np. w G-kodach mamy G54,G55 które definiują nam własny układ współrzędnych. Oczywiście zależnie od typu sterowania to inaczej się to definiuje bo inaczej np. to wygląda na Heidenhain'e czy Sinumericu.
Ja dla G54 przyjmuję mocowanie z imadła, G55 to środek uchwytu 3-szczękowego, G56 to obróbka na czwartej osi, kolejne to nietypowe mocowania (np. bezpośrednio na stole bądź w specjalnym przyrządzie)
Na zakończenie programów przywołuję G53 (maszynowe) i odjeżdżam na Y0 które jest u mnie 3mm od krańcówki - by mieć wygodę przy wymianie/montażu detali.
Dla przykładu z FANUCa poniżej, pierwsza część EXT odsuwa względnie każdy układ współrzędnych o podaną wartość. Często z tego korzystam. Dalej to np. zero dla G54 jest odsunięte od maszynowych o X+20, Y+50, Z+30






