



Mam to samo przy tego rodzaju obróbce. Przy dużym zagęszczeniu ścieżek, gdy posuwy obróbki dynamicznej są na pierwszy rzut oka zadane nieracjonalnie duże, maszyna z reguły ma zbyt małe zdolności obliczeniowe by nadążyć za programem i zdecydowanie zwalnia.
Umiejętne zarządzanie filtrami tolerancji w Mastercamie pozwala na pracę o dynamice takiej, jakiej oczekujemy.
Znaleziono 2 wyniki
Wróć do „Optymalizacja programu”
- 22 cze 2019, 00:02
- Forum: Mastercam
- Temat: Optymalizacja programu
- Odpowiedzi: 5
- Odsłony: 2419
- 14 cze 2019, 08:32
- Forum: Mastercam
- Temat: Optymalizacja programu
- Odpowiedzi: 5
- Odsłony: 2419
Re: Optymalizacja programu
Hmm... Pracuję na 2018
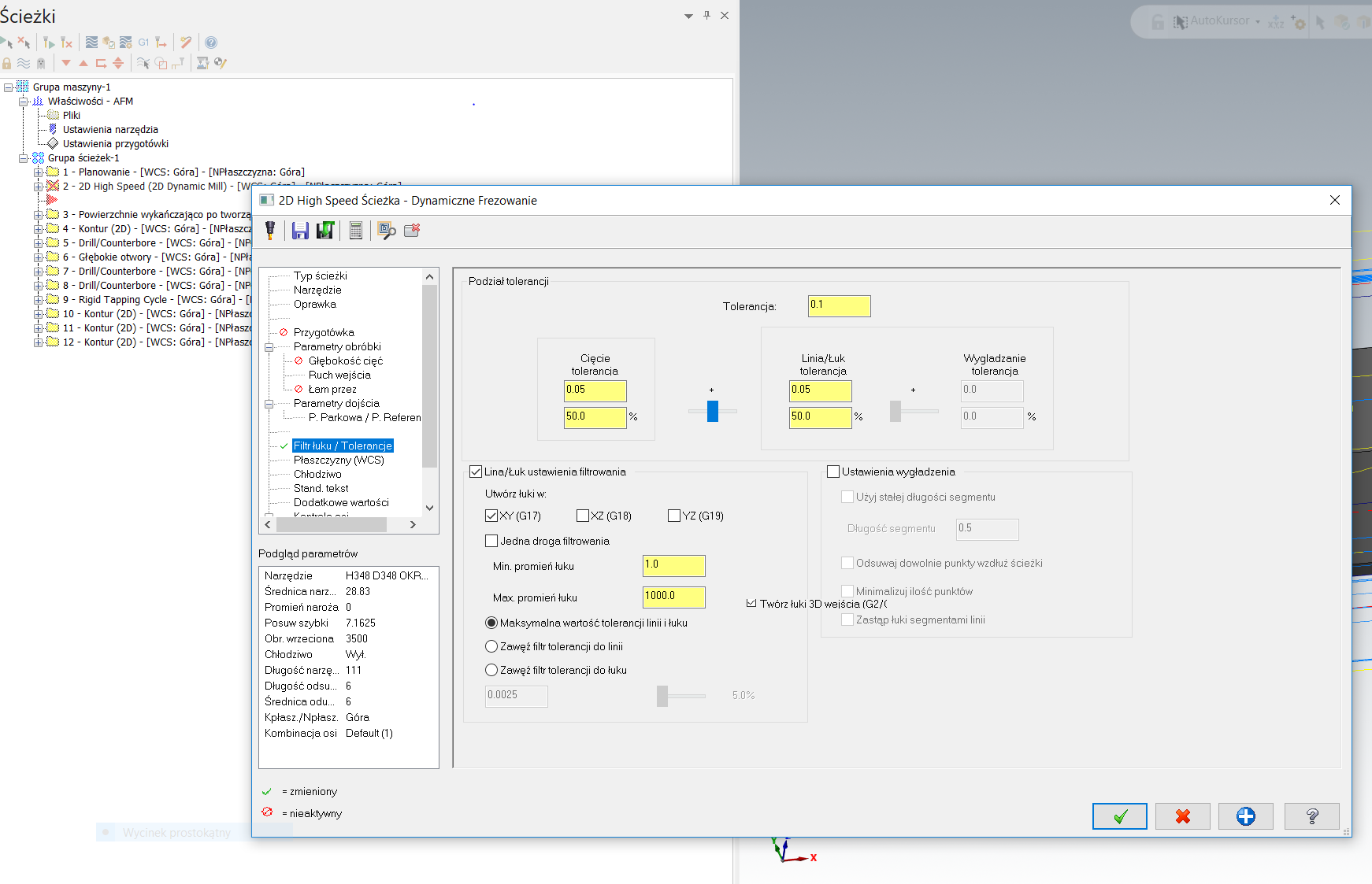
Generalnie domyślnie dla obróbki dynamicznej faktycznie MC generuje trochę sporo ścieżek, przez co przy szybkich zadanych posuwach przy obróbce np. aluminium, maszyna u mnie "nie nadąża" i czasem idzie obróbka wolniej niż powinna.
Zmiana tych parametrów zdecydowanie pomaga, program się skraca co najmniej kilkukrotnie.
Jeśli tu właśnie ustawiasz tolerancję i nic się nie zmienia, to zapewne problem leży w managerze definicji układu sterowania.
Dodane 2 godziny 20 minuty 26 sekundy:
Na pewno tak generuje jak jest zaznaczone "Ustawienie wygładzania -> Użyj stałej długości segmentu -> Długość segmentu"
Generalnie domyślnie dla obróbki dynamicznej faktycznie MC generuje trochę sporo ścieżek, przez co przy szybkich zadanych posuwach przy obróbce np. aluminium, maszyna u mnie "nie nadąża" i czasem idzie obróbka wolniej niż powinna.
Zmiana tych parametrów zdecydowanie pomaga, program się skraca co najmniej kilkukrotnie.
Jeśli tu właśnie ustawiasz tolerancję i nic się nie zmienia, to zapewne problem leży w managerze definicji układu sterowania.
Dodane 2 godziny 20 minuty 26 sekundy:
Arias2 pisze:na tym samym odcinku jest masa zmiennych i jak wartość Y jest ta sama tak wartość X jest przeskok co jakieś około 0.5 mm.
Na pewno tak generuje jak jest zaznaczone "Ustawienie wygładzania -> Użyj stałej długości segmentu -> Długość segmentu"






