



Znaleziono 3 wyniki
Wróć do „Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.”
- 18 gru 2017, 17:49
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
- Odpowiedzi: 6
- Odsłony: 3754
Re: Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
Super. Dziękuję bardzo  Nigdy bym sam tego nie znalazł, bo nie znam rosyjskiego, ale automatyczny tłumacz na youtube jest dość dobry więc video jest bardzo przydatne.
Nigdy bym sam tego nie znalazł, bo nie znam rosyjskiego, ale automatyczny tłumacz na youtube jest dość dobry więc video jest bardzo przydatne.
- 15 gru 2017, 13:16
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
- Odpowiedzi: 6
- Odsłony: 3754
Re: Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
Dziękuję za odpowiedź.
Doprecyzowując, nie oczekuję, że dostanę gotową wartość w Nm, lecz może ktoś mógłby napisać ogólnie jak się dobiera taki docisk (nie luz bo łożyska toczne podobno nie mają mieć luzu jak łożyska ślizgowe), gdy grzania tych łożysk nie da się sprawdzić za dobrze bo są małe w porównaniu z objętością metalu dookoła, dojścia do nich przy założonej pokrywie nie ma, a przy zdjętej nie można włączyć wysokich obrotów bo chlapiący olej nie pozwala na to. Musiałyby osiągnąć kilkaset stopni C żebym ja zauważył ich grzanie na zewnątrz maszyny.
W sprawie luzu promieniowego na panewce dobieranie luzu jest proste i w wielu miejscach opisane, ale w sprawie luzu osiowego na łożyskach tocznych znalazłem tylko tyle na angielskich stronach, że producent ma podać "preload" dla typów łożysk, ale już takiej informacji, lub tabeli dla łożyska tocznego wzdłużnego 51114 nigdzie znaleźć nie mogę.
Doprecyzowując, nie oczekuję, że dostanę gotową wartość w Nm, lecz może ktoś mógłby napisać ogólnie jak się dobiera taki docisk (nie luz bo łożyska toczne podobno nie mają mieć luzu jak łożyska ślizgowe), gdy grzania tych łożysk nie da się sprawdzić za dobrze bo są małe w porównaniu z objętością metalu dookoła, dojścia do nich przy założonej pokrywie nie ma, a przy zdjętej nie można włączyć wysokich obrotów bo chlapiący olej nie pozwala na to. Musiałyby osiągnąć kilkaset stopni C żebym ja zauważył ich grzanie na zewnątrz maszyny.
W sprawie luzu promieniowego na panewce dobieranie luzu jest proste i w wielu miejscach opisane, ale w sprawie luzu osiowego na łożyskach tocznych znalazłem tylko tyle na angielskich stronach, że producent ma podać "preload" dla typów łożysk, ale już takiej informacji, lub tabeli dla łożyska tocznego wzdłużnego 51114 nigdzie znaleźć nie mogę.
- 12 gru 2017, 11:24
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
- Odpowiedzi: 6
- Odsłony: 3754
Kasowanie luzu osiowego na łożyskach oporowych wrzeciona.
Witam,
Podczas testowania nowej dla mnie 50-letniej tokarki TSS-150 zauważyłem, że ma za duży luz promieniowy na wrzecionie. Opisów jak dobrać ten luz jest wiele i nie miałem z tym problemu. Przy okazji wyjąłem wrzeciono, umyłem panewkę itd, lecz przy montażu okazało się, że dobranie luzu osiowego nie jest takie oczywiste. Jak docisnę nakrętki dociskające łożyska wzdłużne ręcznie tak żeby nie było luzu wyczuwalnego ręką na średnich obrotach (600 rpm) łożysko nagrzewa się i zakleszcza. Długo szukałem na sieci jak dobrać siłę nacisku, luz i nic nie znalazłem, więc pytam tu na forum. Czy ktoś wie jak mocno powinny być dokręcona nakrętki blokujące łożyska wzdłużne wrzeciona tokarki o maksymalnej prędkości 1200 rpm i średnicy wewnętrznej łożyska 50mm?
Zamieszczam schemat wrzeciona z DTR poniżej.
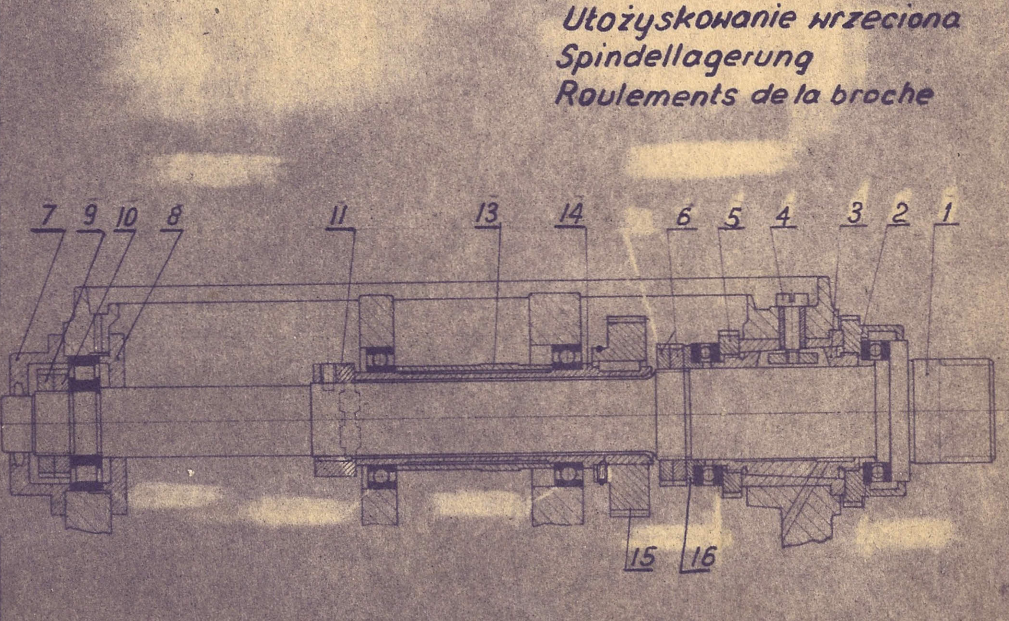
Obecnie ustawiłem przed nakrętką luz 0.05mm zmierzone czujnikiem zegarowym popychając i ciągnąc wrzeciono. Znalazłem kalkulator rozszerzalności cieplnej i policzyłem że panewka długości 15cm, łożyska i nakrętki długości 4cm mogą się wydłużyć o 50um przy wzroście temperatury o 20-25stC. Stąd te moje 0.05mm. Mam nadzieję, że jak wrzeciono na obrotach nagrzeje się o 20st więcej to luz zniknie. Czy to dobre podejscie, czy powinienem był to zrobić inaczej?
Na koniec zdjęcie zestawu nakrętek którymi się kasuje luz osiowy
I zdjęcie panewki, która z kasacją luzu osiowego ma niewiele wspólnego, ale fajnie wygląda i może komuś się przyda zobaczyć jak wygląda:

Podczas testowania nowej dla mnie 50-letniej tokarki TSS-150 zauważyłem, że ma za duży luz promieniowy na wrzecionie. Opisów jak dobrać ten luz jest wiele i nie miałem z tym problemu. Przy okazji wyjąłem wrzeciono, umyłem panewkę itd, lecz przy montażu okazało się, że dobranie luzu osiowego nie jest takie oczywiste. Jak docisnę nakrętki dociskające łożyska wzdłużne ręcznie tak żeby nie było luzu wyczuwalnego ręką na średnich obrotach (600 rpm) łożysko nagrzewa się i zakleszcza. Długo szukałem na sieci jak dobrać siłę nacisku, luz i nic nie znalazłem, więc pytam tu na forum. Czy ktoś wie jak mocno powinny być dokręcona nakrętki blokujące łożyska wzdłużne wrzeciona tokarki o maksymalnej prędkości 1200 rpm i średnicy wewnętrznej łożyska 50mm?
Zamieszczam schemat wrzeciona z DTR poniżej.
Obecnie ustawiłem przed nakrętką luz 0.05mm zmierzone czujnikiem zegarowym popychając i ciągnąc wrzeciono. Znalazłem kalkulator rozszerzalności cieplnej i policzyłem że panewka długości 15cm, łożyska i nakrętki długości 4cm mogą się wydłużyć o 50um przy wzroście temperatury o 20-25stC. Stąd te moje 0.05mm. Mam nadzieję, że jak wrzeciono na obrotach nagrzeje się o 20st więcej to luz zniknie. Czy to dobre podejscie, czy powinienem był to zrobić inaczej?
Na koniec zdjęcie zestawu nakrętek którymi się kasuje luz osiowy
I zdjęcie panewki, która z kasacją luzu osiowego ma niewiele wspólnego, ale fajnie wygląda i może komuś się przyda zobaczyć jak wygląda:






